
螺纹车削故障排除
在加工后仔细观察刀片/切削刃有助于优化刀具寿命、螺纹质量和切削速度。将不同形式的刀片磨损的原因及解决方案列表用作成功进行螺纹加工的参考。
塑性变形 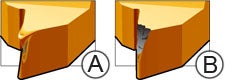 从塑性变形 (A) 开始, |
|
|
积屑瘤 (BUE) 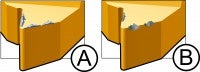 积屑瘤 (A) 和崩刃 (B) 经常 |
|
|
刀片破裂  |
|
|
后刀面快速磨损  |
|
|
后刀面磨损异常 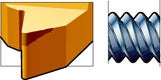 螺纹单个牙侧的表面质量差 |
|
|
振动  |
|
|
在加工后仔细观察刀片/切削刃有助于优化刀具寿命、螺纹质量和切削速度。将不同形式的刀片磨损的原因及解决方案列表用作成功进行螺纹加工的参考。
塑性变形 从塑性变形 (A) 开始, |
|
|
积屑瘤 (BUE) 积屑瘤 (A) 和崩刃 (B) 经常 |
|
|
刀片破裂 |
|
|
后刀面快速磨损 |
|
|
后刀面磨损异常 螺纹单个牙侧的表面质量差 |
|
|
振动 |
|
|
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号