
螺纹车削
螺纹车削是一道高要求工序,其中,良好的切屑控制、稳定的刀具寿命和稳定的零件精度可能难以实现。
螺纹车削刀具通过多次走刀在工件上加工螺纹。将螺纹的整个切削深度分成一连串的小深度切削来完成,敏感的刀片刀尖半径便不会过载。
外螺纹车削
与内螺纹车削相比,外螺纹车削通常更加简单,对刀具的要求也更低;要获得所需的结果,可以采用多种不同的方法。
外螺纹车削的考虑因素:
- 进给率与螺距必须相等
- 选择足够的螺纹切削走刀次数和切深
- 避免形成会在刀具和/或零件周围造成堵塞的切屑
- 避免因长刀具悬伸和细长零件而导致振动
- 对刀和中心高

内螺纹车削
内螺纹车削需要较高的排屑效率,且通常需要使用更细长的刀具,因此比外螺纹车削要求更高。
内螺纹车削的考虑因素:
- 使用左手型刀具加工右旋螺纹以及使用右手型刀具加工左旋螺纹 (反向螺纹加工) 有助于排屑,对盲孔尤其有效。但是,这也会带来更高的刀片偏置风险。
- 使用改进式侧向进刀能够产生容易引向孔入口的螺旋切屑
- 选择足够的螺纹切削走刀次数和切深
- 避免因长刀具悬伸而导致振动
- 对刀和中心高
- 如果因悬伸而需要长刀具,则使用硬质合金或减振刀具最大限度地减少振动

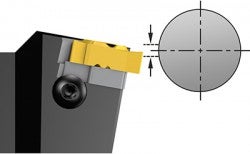
对刀和中心高对于
良好的螺纹加工过程而言非常重要
