|
| สาเหตุ |
| วิธีแก้ไข |
|
|
|
|
|
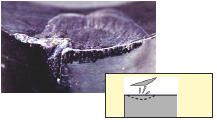
การควบคุมเศษ เศษวัสดุชิ้นใหญ่และมีลักษณะเป็นเส้นยาวพันบริเวณรอบๆ เครื่องมือหรือชิ้นงาน โดยปกติแล้วมักเกิดจากอัตราป้อนที่ต่ำ มีระยะกินลึกที่ต่ำและ/หรือตื้นเกินไป
|
|
- ใช้อัตราป้อนต่ำเกินไปสำหรับรูปทรงเม็ดมีดที่เลือก
|
|
- เพิ่มอัตราป้อนงาน
- เลือกรูปทรงเม็ดมีดที่สามารถหักเศษได้อย่างมีประสิทธิภาพมากขึ้น
- ใช้เครื่องมือที่มีระบบน้ำหล่อเย็นความเที่ยงตรงสูง
|
|
- ระยะกันลึกมีความตึงเกินไปสำหรับรูปทรงเม็ดมะดันที่เลือก
|
|
- เพิ่มระยะกันลูกหรือเลือกรูปทรงเม็ดมัดที่สามารถหักเศษได้อย่างมีประสิทธิภาพมากขึ้น
|
|
|
|
|
- เลือกปลายคมตัดที่มีรัศมเล็กลง
|
|
|
|
|
- เลือกตัวจบยืดที่มีมุมเข้าองศา (มุมฉาก) ใหญ่ที่สุด
KAPR= 90° (PSIR =0°)
|
|
|
|
|
|
|
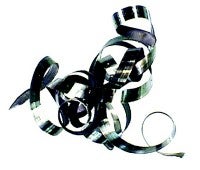
| การควบคุมเศษ เศษวัสดุขนาดเล็กเกาะกันเป็นกลุ่ม เกิดจากการหักเศษที่รุนแรงเกินไป การหักเศษที่รุนแรงมักจะทำให้อายุการใช้งานของเครื่องมือสั้นลงหรืออาจทำให้เกิดปัญหาเม็ดมัดแตกหักได้ เนื่องจากอัตราการกดงานที่คมตัดอยู่ในระดับสูง |
|
- ใช้อัตราปอนสูงเกินไปสำหรับรูปทรงเม็ดมะม่วงที่เลือก
|
|
- เลือกกรูปทรงเม็ดมีดที่ออกแบบมาสำหรับใช้กับอัตราป้อนที่สูงขึ้น และทางที่ดีควรใช้เม็ดมีดแบบด้านเดียว
- ลดอัตราป้อน
|
|
- ใช้มุมเข้างานที่ไม่เหมาะสม
|
|
- เลือกตัวจับยึดที่มี่มุมเข้างาน (มุมนำ) เล็กที่สุด
KAPR= 45°–75° (PSIR 45–15°)
|
|
|
|
|
- เลือกปลายคมตัดที่มีรัศมีใหญ่ขึ้น
|
|
|
|
|
|
|
ผิวสำเรจ
ผิวงานี้มีลักษณะเป็น "รอยขนแมว" และไม่ตรงตามข้อกำหนดด้านพิกัดความเผื่อ

|
|
- เครื่องมือหักเศษไปกระทบกับชิ้นงานและทำให้เกิดรอยที่ผิวสำเรจ
|
|
- เลือกทรงเม็ดมีดที่ช่วยไล่เศษออกจากชิ้นงาน
- เปลี่ยนมุมเข้าชิ้นงาน
- ลดระยะกินลึก
- เลือกระบบเครื่องมือแบบมุมบวกที่มีมุมเอนแบบตรง
|
|
- ผลงานที่มีลักษณะเป็นรอยขนแมวเนื่องจากคมตัดเกิดการสึกหรอหรือเป็นรอยบากมากเกินไป
|
|
- เลือกเกรดที่ต้านทานการสึกหรอจากออกซิเดชันได้มากขึ้น เช่น เกรดเซอร์เมท
- ลดความเร็วตัดลง
|
|
|
- ใช้อัตราป้อนสูงเกินไปและรัศมีปลายคมตัดมีขนาดเล็กเกินไป จึงทำให้ได้ผิวงานหยาบ
|
|
- เลือกใช้เม็ดมุดไวเปอร์หรือปลายคมตัดที่มีรัศมีใหญ่ขึ้น
- ลดอัตราป้อน
|
|
|
|
|
|
|
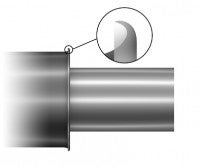
การเกิดเศษครบ
การเกิดเศษครบบนชิ้นงานเมื่อเข้าหรือออกจากชิ้นงาน
|
|
- คมตัดมีความคมไม่มากพอ
- ใช้อัตราป้อนต่ำเกินไปสำหรับความกลมของคมตัด
|
|
- ใช้เม็ดมีดที่มีความคม เม็ดมีดเคลือบ PVD หรือเม็ดมีดผ่านการเจียผิวและใช้อัตราป้อนต่ำ < 0.1 มม./รอบ (0.004 นิ้ว/รอบ)
|
|
- เกิดการสึกหรอเป็นรอยบากในระยะกินลึกหรือการกะเทาะ
|
|
- ใช้ตัวจับยึดที่มีมุมเข้างานขนาดเล็ก
|
|
|
- การเกิดเศษคร้บในขั้นตอนสุดท้ายหรือขั้นตอนแรกของการตัด
|
|
- ในขั้นตอนสุดท้ายหรือขั้นตอนแรกของการตัด ให้คงขั้นตอนการลบมุมหรือความโค้งมนขณะออกหรือเข้าชิ้นงาน
|
|
|
|
|
|
|
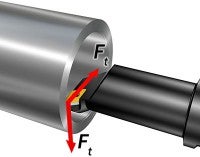
การสั่นสะท้าน เกิดแรงตัดในแนวรัศมีสูงเนื่องจากมีการสั่นสะท้านหรือร่องรอยการสั่นสะเทือน ซึ่งเป็นสาเหตุจากระบบเครื่องมือหรือการติดตั้งเครื่องมือ ซึ่งมักพบได้ในการตัดเฉือนด้านในด้วยด้ามกลึงคว้าน

|
|
|
|
- เลือกมุมเข้างาน (มุมนำ) ที่มีขนาดใหญ่ขึ้น KAPR = 90° (PSIR = 0°)
|
|
- รัสมีปลายคมตัดมีขนาดใหญ่เกินไป
|
|
- เลือกปลายคมตัดที่มีรัศมีเล็กลง
|
|
|
- ใช้มุมมนที่คมติดไม่เหมาะสมหรือมีการลบมุมแบบมุมลบ
|
|
- เลือกเกรดชนิดเคลือบบางหรือเกรดชนิดที่ไม่มีการเคลือบผิว
|
|
|
- เกิดการสึกหรือด้านหน้าอย่างรุนแรงที่คมตัด
|
|
- เลือกเกรดที่ทนทานการสึกหรอได้มากขึ้นหรือลดความเร็วตัดลง
|
|
|
|
|
|
|
การสั่นสะท้าน
แรงตัดแนวดิ่งสูง

|
|
- รปทรงเม็ดมีดที่ทำให้ต้องใช้แรงตัดสูง
- การหักเศษรุนแรงเกินไป ทำให้ต้องใช้แรงตัดสูง
|
|
- เลือกทรงเม็ดมีดที่เป็นมุมบวก
- ลดอัตราป้อนลงหรือเลือกทรงเม็ดมีดที่ออกแบบมาสำหรับใช้กับอัตราป้อนที่สูงขึ้น
|
|
- แรงตัดมีค่าที่หลากหลายหรือต่ำเกินไปเนื่องจากระยะกันลึกน้อย
|
|
- เพิ่มระยะกันลึกเพื่อทำการตัดด้วยเม็ดมีด
|
|
|
- วางตำแหน่งของเครื่องมือไม่ถูกต้อง
|
|
- ตรวจเช็คความสูงทัศนีย์กลางงาน
|
|
|
- เครื่องมือมีสภาพการทำงานที่ไม่มั่นคงเนื่องจากระยะยาว
|
|
- ลดระยะยื่นลง
- ใช้ด้ามที่มีขนาดเส้นผ่านศูนย์กลางใหญ่ที่สุด
- ใช้ Silent Tools™ หรือด้ามคาร์ไบด์
|
|
|
- การกัดยืดเม็ดมัดที่ไม่มั่นคงทำให้ความแข็งแกร่งในการทำงานไม่มากพอ
|
|
- เพิ่มความยาวให้กับระยะจับยึดของด้ามกล้องควาน
- ใช้ EasyFix™ กับด้ามทรงกระบอก
|
|