การกลึงใน

การกลึงในเป็นการตัดเฉือนเส้นผ่านศูนย์กลางด้านในของชิ้นงาน ระยะยาวและการคายเศษได้ไม่ดีถือเป็นความท้าทายสำคัญสองประการที่ต้องเผชิญขณะทำงานกลึงใน เครื่องมือที่มีระยะยาวอาจก่อให้เกิดทั้งปัญหาการโก่งตัวและการสั่นสะท้าน ในขณะที่การสั่นสะท้านและการคายเศษได้ไม่ดีอาจทำให้เม็ดมีดหักได้ ปัญหาการคายเศษยังอาจทำให้ได้ผิวงานที่มีคุณภาพต่ำด้วยเช่นกัน
รูปแบบการทำงานเบื้องต้นสำหรับการกลึงใน ได้แก่ การกลึงตามยาว (1) และการกลึงขึ้นรูป (2)
การกลึงตามยาว

เส้นผ่านศูนย์กลางและความยาวของรูชิ้นงาน (ความลึกของรูที่มีระยะยาว) เป็นข้อจำกัดในการเลือกเครื่องมือ หลักเกณฑ์ทั่วไปคือ เลือกใช้เครื่องมือที่มีระยะยาวสั้นที่สุดและมีขนาดใหญ่ที่สุด
การเลือกใช้เครื่องมือที่เหมาะสมกับการทำงาน รวมไปถึงการใช้งาน และการจับยึดอย่างถูกต้อง จะช่วยลดการสั่นสะท้านและการเบี่ยงทิศทางของเครื่องมือลงได้มาก
รูปทรงเม็ดมีด
สำหรับการกลึงใน ควรเลือกใช้เม็ดมีดมุมบวก เนื่องจากมีแรงตัดต่ำกว่าเมื่อเทียบกับเม็ดมีดมุมลบ มุมปลายตัดและรัศมีปลายคมตัดที่มีขนาดเล็กยังช่วยลดแรงตัดได้อีกด้วย
มุมเข้างาน
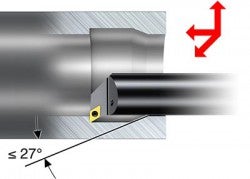
มุมเข้างานมีผลต่อทิศทางและขนาดความแรงของแรงในแนวแกนและในแนวรัศมี มุมเข้างานที่ใหญ่ (มุมนำเล็ก) จะทำให้เกิดแรงตัดสูงในแนวแกน แต่มุมเข้างานที่เล็ก (มุมนำใหญ่) จะส่งผลให้เกิดแรงตัดสูงในแนวรัศมี ขอแนะนำให้ใช้มุมเข้างานใกล้เคียง 90° (มุมนำ 0°) และไม่ต่ำกว่า 75° (มุมนำ 15°)
ตัวจับยึดเครื่องมือ
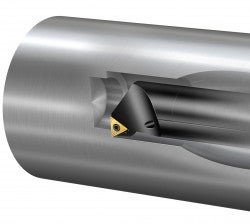
หากต้องตัดเฉือนบางงานในชิ้นงาน ให้เลือกเครื่องมือที่มีมุมเข้างาน 91–95° (มุมนำ -1 ถึง -5°) ขอแนะนำให้ใช้เม็ดมีดสามเหลี่ยมหรือรูปตัว D (55°)
หากจำเป็นต้องใช้คมตัดที่แข็งแรงกว่านี้ ให้เลือกเม็ดมีดรูปตัว C (80°)
หากไม่ต้องตัดเฉือนบางงานและสภาพการทำงานมีความมั่นคง ให้เพิ่มประสิทธิภาพการผลิตโดยใช้เม็ดมีดสี่เหลี่ยมจัตุรัสที่มีมุมเข้างาน 75° (มุมนำ 15°)เครื่องมือกลึงสำหรับการกลึงตามยาว
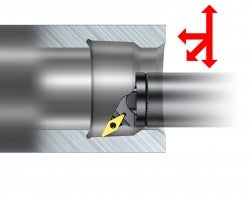
การกลึงขึ้นรูป

ในการกลึงขึ้นรูปด้านใน เครื่องมือจะสัมผัสกับแรงตัดทั้งในแนวรัศมีและแนวดิ่ง แรงตัดในแนวรัศมีจะทำให้เครื่องมือเบี่ยงออกจากชิ้นงาน ส่วนแรงตัดในแนวดิ่งจะบังคับเครื่องมือลงต่ำและเบี่ยงออกจากเส้นแนวศูนย์กลาง
เมื่อต้องคว้านรูที่มีเส้นผ่านศูนย์กลางขนาดเล็ก สิ่งสำคัญอย่างยิ่งคือมุมหลบของเม็ดมีดต้องสูงพอ เพื่อป้องกันไม่ให้เครื่องมือสัมผัสกับผนังของรู
รูปทรงเม็ดมีด
ในการกลึงขึ้นรูป การตัดจะแตกต่างกันตามระยะกินลึก อัตราป้อน และความเร็ว ควรเลือกมุมปลายตัดบนเม็ดมีดที่ใหญ่และเหมาะสมที่สุดเพื่อให้แข็งแรง คุ้มค่า และสามารถเข้าถึงพื้นที่ตัดเฉือนได้ มุมปลายตัดที่นิยมใช้ได้แก่ 55° และ 35°
มุมเข้างาน
ทั้งมุมเข้างานและรัศมีปลายคมตัดของเม็ดมีดถือเป็นปัจจัยสำคัญต่อความสามารถในการเข้าถึงพื้นที่ตัดเฉือน ต้องทำการวิเคราะห์โปรไฟล์ของชิ้นงานเพื่อเลือกมุมกลึงลอกแบบที่เหมาะสมที่สุด
ต้องรักษามุมตัดอิสระระหว่างชิ้นงานกับเม็ดมีดอย่างน้อย 2° อย่างไรก็ตาม ขอแนะนำให้มุมตัดอิสระอย่างน้อย 7° เพื่อให้ได้ผิวสำเร็จที่มีคุณภาพดีและอายุการใช้งานเครื่องมือยาวนาน
ด้ามมีด
ตัวเลือกแรกคือ เครื่องมือที่มีมุมเข้างาน 93° (มุมนำ -3°) และเม็ดมีดรูปตัว D (55°) หากจำเป็นต้องใช้มุมไล่ระดับที่ใหญ่ขึ้น ให้ใช้เม็ดมีดรูปตัว V (35°)
เลือกตัวจับยึดที่มีมุมเข้างาน 107–117° (มุมนำ -17 ถึง -27°) เพื่อให้สามารถกลึงขึ้นรูปหน้าตัดหรือทำมุมหลบได้
มีเครื่องมือเฉพาะสำหรับการคว้านย้อนรูที่ออกแบบเป็นพิเศษสำหรับการตัดเฉือนบางงานในทิศทางตรงข้าม