
วิธีการกลึงวัสดุประเภทต่างๆ
งานกลึงเหล็กกล้า

เหล็กกล้าได้รับการจัดประเภทเป็นแบบไม่ใช่โลหะผสม แบบโลหะผสมต่ำ และแบบโลหะผสมสูง ส่งผลให้คำแนะนำสำหรับการตัดเฉือนเหล็กกล้าทั้งสามประเภทนี้แตกต่างกัน
งานกลึงเหล็กกล้าแบบไม่ใช่โลหะผสม
การแบ่งประเภทวัสดุ: P1.1
เหล็กกล้าแบบไม่ใช่โลหะผสมมีปริมาณคาร์บอนสูงสุด 0.55% เหล็กกล้าคาร์บอนต่ำ (ซึ่งมีปริมาณคาร์บอนน้อยกว่า 0.25%) ต้องใช้ด้วยความระมัดระวังเป็นพิเศษ เนื่องจากอาจหักเศษได้ยากและมีโอกาสที่งานจะเสียหาย (การพอกติดของเศษวัสดุที่คมตัด)
ตั้งอัตราป้อนงานให้สูงที่สุดเท่าที่จะเป็นไปได้เพื่อการหักและการควบคุมเศษที่มีประสิทธิภาพ แนะนำให้ใช้เม็ดมีดไวเปอร์ในกรณีเช่นนี้
ใช้ความเร็วตัดสูงเพื่อหลีกเลี่ยงการพอกติดของเศษวัสดุที่คมตัดเม็ดมีด ซึ่งอาจมีผลในแง่ลบต่อผิวงาน คมตัดที่มีความคมและรูปทรงที่ใช้แรงตัดต่ำจะช่วยลดแนวโน้มของการพอกติดและการเสื่อมสภาพของคมตัด
การกลึงเหล็กกล้าโลหะผสมต่ำ

การแบ่งประเภทวัสดุ: P2.x
ความสามารถในการกลึงเหล็กกล้าโลหะผสมต่ำขึ้นอยู่กับปริมาณโลหะผสมและการอบชุบ (ความแข็ง) รูปแบบการสึกหรอที่พบเจอบ่อยที่สุดสำหรับวัสดุทุกชนิดในประเภทนี้คือ การสึกหรอเป็นหลุมด้านบนและการสึกหรอด้านหน้า เนื่องด้วยวัสดุที่ผ่านการชุบแข็งจะสร้างความร้อนมากกว่าในบริเวณการตัด การเสียรูปถาวรจึงเป็นรูปแบบการสึกหรอที่พบได้บ่อยเช่นกัน
สำหรับเหล็กกล้าโลหะผสมต่ำที่ไม่ผ่านการชุบแข็ง ควรใช้กลุ่มผลิตภัณฑ์เหล็กกล้าในเกรดต่างๆ และหน้าลายเหล็กกล้าเป็นตัวเลือกแรก และควรใช้เกรดที่มีความแข็งมากขึ้นสำหรับวัสดุที่ผ่านการชุบแข็ง (เกรดเหล็กหล่อ และควบกโบรอนไนไตรด์)
การกลึงเหล็กกล้าโลหะผสมสูง

การแบ่งประเภทวัสดุ: P3.x
เหล็กกล้าโลหะผสมสูงรวมถึงเหล็กกล้าคาร์บอนที่มีปริมาณโลหะผสมรวมมากกว่า 5% วัสดุประเภทนี้ยังรวมถึงวัสดุที่ผ่านการชุบอ่อนและแข็งด้วย ความสามารถในการขึ้นรูปจะต่ำลงเมื่อมีปริมาณโลหะผสมและความแข็งสูงขึ้น
ตัวเลือกแรกสำหรับวัสดุประเภทนี้ควรเป็นเกรดและหน้าลายเหล็กกล้า เช่นเดียวกับเหล็กกล้าโลหะผสมต่ำ
เหล็กกล้าที่มีปริมาณโลหะผสมมากกว่า 5% และความแข็งมากกว่า 450 HB ต้องการคมตัดที่แข็งแรงและการป้องกันการเสียรูปถาวรมากเป็นพิเศษ ควรพิจารณาใช้เกรดที่มีความแข็งเพิ่มขึ้น (เกรดเหล็กหล่อ เกรดเซรามิก และเกรดควบกโบรอนไนไตรด์)
อ่านเพิ่มเติมเกี่ยวกับวัสดุเหล็กกล้า
การกลึงเหล็กสเตนเลส

เหล็กสเตนเลสสามารถจัดอยู่ในประเภทเฟอร์ริติก มาร์เทนซิติก ออสเทนนิติก และดูเพล็กซ์ (ออสเทนนิติก/เฟอร์ริติก) ได้ ซึ่งแต่ละประเภทจะมีคำแนะนำในการกลึงที่แตกต่างกันไป
การกลึงเหล็กสเตนเลสเฟอร์ริติกและมาร์เทนซิติก
การแบ่งประเภทวัสดุ: P5.1
เหล็กกล้าไร้สนิมประเภทนี้ถูกจัดเป็นวัสดุเหล็กกล้า ดังนั้นจึงอยู่ในประเภทวัสดุ P5.x การกลึงที่แนะนำทั่วไปสำหรับวัสดุเหล็กกล้าประเภทนี้คือเกรดและหน้าลายเหล็กสเตนเลส
เหล็กกล้ามาร์เทนซิติกชุบแข็งสามารถกลึงโดยใช้เม็ดมีดที่ทนต่อการเสียรูปถาวรเป็นพิเศษได้ ควรพิจารณาใช้เกรดควบโบรอนไนไตรด์ที่มีค่า HRC = 55 หรือสูงกว่า
การกลึงเหล็กสเตนเลสออสเทนนิติก
การแบ่งประเภทวัสดุ: M1.x และ M2.x
เหล็กสเตนเลสออสเทนนิติกเป็นกลุ่มเหล็กสเตนเลสที่ได้รับความนิยมที่สุด กลุ่มนี้ยังหมายรวมถึงเหล็กสเตนเลสซูเปอร์ออสเทนนิติก ซึ่งถูกระบุว่าเป็นเหล็กสเตนเลสที่มีปริมาณนิกเกิลมากกว่า 20%
เกรดและหน้าลายที่แนะนำสำหรับวัสดุประเภทนี้คือกลุ่มผลิตภัณฑ์เกรด CVD และ PVD
สำหรับการตัดกระแทกหรือตำแหน่งที่เกิดการติดของเศษหรือมีเศษติดค้างอันเป็นปัญหาหลักของการสึกหรอ ขอแนะนำให้ใช้เกรด PVD
ข้อควรพิจารณาอื่นๆ:
- ใช้น้ำหล่อเย็นอยู่เสมอเพื่อลดการสึกหรอเป็นหลุมด้านบนและการเสียรูปถาวร อีกทั้งควรเลือกเลือกเรศมปลายคมตัดที่ใหญ่ที่สุดเท่าที่จะเป็นไปได้ อ่านข้อมูลเพิ่มเติมเกี่ยวกับระบบน้ำหล่อเย็น
- ใช้เม็ดมีดทรงกลมหรือมุมเข้างานที่แคบเพื่อป้องกันการสึกหรอแบบเป็นรอยบาก
- โอกาสที่งานจะเสียหายหรือเกิดการพอกติดของเศษวัสดุที่คมตัดเป็นเรื่องที่พบได้ทั่วไป ทั้งสองกรณีมีผลในแง่ลบต่อผิวสำเร็จและอายุการใช้งานของเครื่องมือ ควรใช้คมตัดที่แหลมคมและ/หรือหน้าลายที่มีผิวคายเศษเป็นมุมบวก
การกลึงเหล็กสเตนเลสดูเพล็กซ์ (ออสเทนนิติก/เฟอร์ริติก)

การแบ่งประเภทวัสดุ: M3.4
เหล็กกล้าดูเพล็กซ์ที่มีอัลลอยสูงขึ้น จะใช้ชื่อเรียกว่า เหล็กสเตนเลสซูเปอร์หรือเหล็กสเตนเลสไฮเปอร์ดูเพล็กซ์ เป็นต้น ความแข็งแรงเชิงกลที่สูงขึ้นจะทำให้วัสดุถูกตัดเฉือนได้ยากขึ้น โดยเฉพาะอย่างยิ่งเมื่อเกี่ยวข้องกับการเกิดความร้อน แรงตัด และการควบคุมเศษตัด
เกรดและหน้าลายที่แนะนำสำหรับวัสดุประเภทนี้คือกลุ่มผลิตภัณฑ์เกรด CVD และ PVD
ข้อควรพิจารณาอื่นๆ:
- ใช้น้ำหล่อเย็นเพื่อให้การควบคุมเศษตัดมีประสิทธิภาพสูงขึ้นและเพื่อหลีกเลี่ยงการเสียรูปถาวร ใช้เครื่องมือที่มีระบบน้ำหล่อเย็นภายใน ซึ่งควรเป็นระบบน้ำหล่อเย็นความเที่ยงตรงสูง อ่านข้อมูลเพิ่มเติมเกี่ยวกับระบบน้ำหล่อเย็น
- ใช้มุมเข้างานขนาดเล็กเพื่อหลีกเลี่ยงการสึกหรอแบบเป็นรอยบากและการเกิดเศษครูบ
อ่านเพิ่มเติมเกี่ยวกับวัสดุเหล็กสเตนเลส
การหล่อเหล็ก

เหล็กหล่อแบ่งออกเป็น 5 ประเภทหลักๆ ได้แก่:
- เหล็กหล่อเทา (GCI)
- เหล็กหล่อแกรไฟต์กลม (NCI)
- เหล็กหล่ออบเหนียว (MCI)
- เหล็กหล่อคอมแพกแกรไฟต์ (CGI)
- เหล็กหล่อเหนียวออสเทมเปอร์ (ADI)
เหล็กหล่อคือองค์ประกอบของเหล็กและคาร์บอนที่มีปริมาณซิลิคอน (1-3%) และคาร์บอนมากกว่า 2% วัสดุประเภทนี้สร้างเศษตัดที่สั้นและควบคุมเศษตัดได้ดีในสภาวะส่วนใหญ่
สำหรับวัสดุเหล็กหล่อส่วนใหญ่ ขอแนะนำให้ใช้เกรดและหน้าลายเหล็กหล่อ หรือใช้เกรดเซรามิกและเกรดควบคู่โบรอนไนไตรด์สำหรับเหล็กหล่อเทาในความเร็วตัดที่สูง
อ่านเพิ่มเติมเกี่ยวกับวัสดุหล่อ
การกลึงซูเปอร์อัลลอยทนความร้อน (HRSA)

ซูเปอร์อัลลอยเป็นวัสดุที่มีความแข็งแรงทางกลและความต้านทานการเปลี่ยนรูปยอดเยี่ยม (แนวโน้มที่ของแข็งจะเกิดการเคลื่อนที่หรือเปลี่ยนแปลงรูปร่างอย่างช้าๆ ภายใต้แรงเค้น) ที่ความร้อนสูง นอกจากนี้ยังต้านทานการกัดกร่อน/ออกซิเดชันได้อย่างดีอีกด้วย HRSA แบ่งได้เป็น 4 ประเภทดังนี้:
- มีนิกเกิลเป็นส่วนประกอบหลัก (ตัวอย่างเช่น Inconel)
- มีเหล็กเป็นส่วนประกอบหลัก
- มีโคบอลต์เป็นส่วนประกอบหลัก
- ไทเทเนียมอัลลอย (อาจเป็นไทเทเนียมบริสุทธิ์หรือมีโครงสร้างแบบอัลฟ่า/เบตาได้)
ซูเปอร์อัลลอยทนความร้อนและไทเทเนียมต่างก็มีความสามารถในการขึ้นรูปต่ำ โดยเฉพาะอย่างยิ่งเมื่อมีความแข็ง ทำให้จำเป็นต้องใช้เครื่องมือตัดที่มีคุณสมบัติเฉพาะ นอกจากนี้ยังจำเป็นต้องใช้คมตัดที่มีความคมเพื่อป้องกันการเกิดชิ้นสีขาวเนื่องจากความแข็งและความเค้นตกค้างที่ต่างกันด้วย
วัสดุ HRSA: เกรด PVD และเกรดเซรามิกเป็นที่นิยมสำหรับการกลึงวัสดุ HRSA ควรใช้หน้าลายที่ออกแบบมาสำหรับ HRSA โดยเฉพาะด้วยเช่นกัน
ไทเทเนียมอัลลอย: โดยปกติจะใช้เกรดไม่เคลือบผิวและเกรด PVD ควรใช้หน้าลายที่ออกแบบมาสำหรับ HRSA โดยเฉพาะด้วยเช่นกัน
การสึกหรอส่วนใหญ่ที่พบในทั้งวัสดุไทเทเนียมและ HRSA คือการสึกหรอแบบรอยบาก ให้ปฏิบัติตามคำแนะนำดังต่อไปนี้เพื่อประสิทธิภาพสูงสุด:
- แนะนำให้ใช้มุมเข้างานแคบกว่า 45°
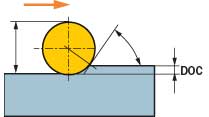
- ใช้ความสัมพันธ์ที่เหมาะสมระหว่างเส้นผ่านศูนย์กลางของเม็ดมีด/รัศมีปลายคมตัดและระยะกินลึก
- เมื่อทำการกัดไล่ระดับหรือการตัดเฉือนหลายรอบ ควรใช้ระยะกินลึกมากกว่า 0.25 มม. (0.0098 นิ้ว)
- ควรใช้น้ำหล่อเย็นในการกลึง HRSA และไทเทเนียมอัลลอยเสมอไม่ว่าจะใช้เม็ดมีดเซรามิกหรือคาร์ไบด์ก็ตาม น้ำหล่อเย็นควรมีปริมาณมากและกำหนดทิศทางได้ดี อ่านข้อมูลเพิ่มเติมเกี่ยวกับระบบน้ำหล่อเย็น
- เมื่อใช้เม็ดมีดเซรามิก ควรลบมุมล่วงหน้าก่อนเพื่อลดความเสี่ยงจากการกระแทกในขณะที่เม็ดมีดตัดเข้าและตัดออกเพื่อให้มีประสิทธิภาพสูงสุด

อ่านเพิ่มเติมเกี่ยวกับ HRSA และไทเทเนียม
การกลึงวัสดุไร้แร่เหล็ก (อะลูมิเนียม)

กลุ่มวัสดุนี้ประกอบไปด้วยโลหะอ่อนที่ไร้แร่เหล็ก ตัวอย่างเช่น อะลูมิเนียม ทองแดง บรอนซ์ ทองเหลือง วัสดุคอมโพสิตเนื้อโลหะ (MMC) และแมกนีเซียม ความสามารถในการขึ้นรูปของเหล็กกล้าจะแตกต่างกันตามองค์ประกอบของอัลลอย การอบชุบ และกระบวนการผลิต (เช่น การตีขึ้นรูป การหล่อ เป็นต้น)
การกลึงอะลูมิเนียมอัลลอย
การแบ่งประเภทวัสดุ: N1.2
ควรใช้เม็ดมีดที่มีมุมบวกรูปทรงพื้นฐานและคมตัดที่มีความคมเสมอ เกรดเพชรโพลีคริสตัลลีนและเกรดไม่เคลือบผิวคือตัวเลือกแรก
ควรใช้เกรดเพชรโพลีคริสตัลลีนสำหรับอะลูมิเนียมอัลลอยที่มีปริมาณซิลิคอนเกินกว่า 13% เนื่องจากอายุการใช้งานของเกรดซีเมนเต็ดคาร์ไบด์จะลดลงอย่างมากเมื่อใช้งานกับวัสดุประเภทนี้
น้ำหล่อเย็นในการกลึงอะลูมิเนียมมักใช้เพื่อช่วยในการคายเศษตัด


อ่านเพิ่มเติมเกี่ยวกับวัสดุไร้แร่เหล็ก
งานกลึงเหล็กชุบแข็ง

การกลึงเหล็กกล้าที่มีความแข็ง 55-65 HRC หมายถึงการกลึงชิ้นงานชุบแข็งซึ่งเป็นวิธีการทางเลือกที่มีความคุ้มค่ากว่าการเจีย การกลึงชิ้นงานชุบแข็งมีความยืดหยุ่น ระยะเวลาผลิต และคุณภาพที่ดีกว่า
เกรดคิวบิกโบรอนไนไตรด์ (CBN) คือเครื่องมือในการตัดที่ดีที่สุดสำหรับการกลึงชิ้นงานชุบแข็งและเหล็กกล้าชุบแข็งด้วยกระแสเหนี่ยวนำ สำหรับเหล็กกล้าที่มีความแข็งน้อยกว่า 55 HRC ให้ใช้เกรดเซรามิกหรือเกรดซีเมนเต็ดคาร์ไบด์แทน

เกรดคิวบิกโบรอนไนไตรด์และเซรามิกสำหรับการกลึงชิ้นงานที่ผ่านการชุบแข็ง
- ให้ความมั่นคงของเครื่องจักรและการจับยึดที่ดี
- ใช้ระยะกินลึกน้อยที่สุดที่สามารถใช้ได้เพื่อให้มุมเข้างานที่แคบ และเตรียมคมตัดให้ถูกต้องเพื่อยืดอายุการใช้งานของเครื่องมือ
- ใช้ไวเปอร์เพื่อให้ผิวสำเร็จที่มีคุณภาพดีที่สุด
คำแนะนำสำหรับการกลึงชิ้นงานชุบแข็ง
อ่านเพิ่มเติมเกี่ยวกับวัสดุเหล็กชุบแข็ง
