
CoroDrill® 460
Det här är ett högprestandaborr av solid hårdmetall som kan användas i ett stort antal material. Med ett borr för alla material minskas lagerhållningen. Man får också större maskinflexibilitet, vilket leder till kortare omriggningstid.
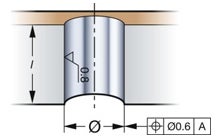
Hålet
Hålets tre mest grundläggande parametrar är: Håltypen och önskad precision påverkar valet av verktyg. Borrningen kan påverkas av oregelbundna eller vinklade ingångs-/utgångsytor och av korsande hål.

Komponenten
Analysera hålet med avseende på materialet i arbetsstycket samt komponentens form och antal

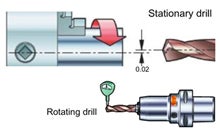
Maskinen
Maskinen påverkar: Ta alltid hänsyn till:
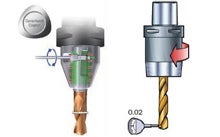
Verktygsinfästning
Produktiviteten påverkas inte bara av sorten och geometrin, utan också av förmågan till säker och exakt fastspänning. För bästa stabilitet och hålkvalitet, använd alltid Coromant Capto eller CoroChuck 930 med kortast möjliga borr och överhäng.

Applikationstips


Inledande överväganden
Skärhastighet och materialhårdhet är de båda faktorer som mest påverkar skärlivslängden och effektförbrukningen.

Så uppnås god hålkvalitet
Det kan kräva lite extra arbete för att uppnå god hålkvalitet. Här hittar du några praktiska tips för att komma igång.

Rekonditionering
Rekonditionera dina runda verktyg och gör stora besparingar med vår rekonditioneringsservice
Rekommendationer
- Vi rekommenderar hydrauliska precisionschuckar
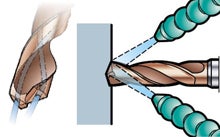
- Vi rekommenderar invändig skärvätsketillförsel, minsta rekommenderade tryck är 10 bar (145 psi)

CoroChuck™ 930 För högsta spännkraft och precision

CoroChuck™ 930 pennutförande För förbättrad åtkomlighet
Produktsortiment
| Förhållande längd/diameter | Borrdiameter, mm (tum) | Skärvätska | Geometri | Skafttyp | Sort |
| 2–3 | 3–20 (0,118–0,787) | Invändig/utvändig | -XM | DIN 6535 HA | GC34 |
| 4–5 | 3–20 (0,118–0,787) | Invändig/utvändig | -XM | DIN 6535 HA | GC34 |
| 7–8 | 3–20 (0,118–0,787) | Invändig | -XM | Coromant standard | GC34 |
Skräddarsydda lösningar

|
Borrtyp 1  |
| Borrtyp 2  |
| Borrtyp 4  |
| Borrtyp 5  |
| Borrtyp 6  |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag
