
Omslipning av solida hårdmetallverktyg
Så här beställer du omslipning av verktyg

1. Beställ en transportlåda
Skicka ett mejl till Sandvik Coromant för att beställa en transportlåda till verktyget.
Meddela oss vilken storlek du behöver:
- Standardlåda (300 mm x 200 mm x 138 mm), artikelnummer: 6949557
- Stor låda (400 mm x 300 mm x 138 mm), artikelnummer: 6949558
2. Välj verktyg
Identifiera de slitna verktyg du vill rekonditionera. Använd verktygsförslitningsguiden för att kontrollera att verktygen uppfyller kraven för rekonditionering.
Minsta kvantitet för beställning av rekonditioneringsservicen är fem verktyg. Servicen är endast tillgänglig för verktyg från Sandvik Coromant.
3. Packa verktygen varsamt
Lådan levereras med skuminlägg för att se till att dina verktyg skyddas under transporten.
Följ packningsinstruktionerna för att undvika urflisning och brott.
4. Skicka
Sandvik Coromant tillhandahåller leveransinformation baserat på din begäran.
När rekonditioneringen är slutförd skickas verktygen tillbaka till dig.
Frågor och svar
Rekonditioneras alla verktyg som jag skickar?
En teknisk inspektion avgör vilka verktyg som kan rekonditioneras. Verktyg som inte kan rekonditioneras skickas tillbaka till dig, märkta med röd tejp.
Hur lång tid tar rekonditioneringen?
Du kan förvänta dig att ha dina rekonditionerade verktyg tillbaka inom fyra veckor efter att du skickade dem till oss. En leveransbekräftelse med exakt tid för sändningen skickas till dig inom två veckor.
Hur kan jag hålla reda på hur många gånger mina verktyg har rekonditionerats?
En lasermarkering på verktygsskaftet visar hur många gånger verktyget genomgått rekonditionering.
Du kan se ett verktygs maximala antal omslipningar (NORGMX) genom att ange verktygets produktnummer i sökfältet på Sandvik Coromants webbplats.
Återställa till originalkvalitet
Verktygsrekonditioneringsprocessen återställer slitna solida hårdmetallborr och pinnfräsar till originalkvalitet, och förlänger deras totala livslängd. Rekonditionering gör att man inom bearbetningen utnyttjar råmaterialet till fullo och samtidigt minskar kostnaderna för skärverktyg.
Återställ dina verktyg till originalkvalitet och förläng deras livscykel
Genom att redan vid utvecklingen av våra verktyg tänka på framtida rekonditionering kan vi garantera samma prestanda som ett nytt verktyg. I rekonditioneringsprocessen bibehålls den exakta geometrin och beläggningen som originalverktyget hade. Prestanda hos rekonditionerade verktyg testas på samma sätt som för nya verktyg.
Grafen nedan visar kostnaden för inköp av fyra nya verktyg ( I ) jämfört med inköp av ett verktyg som sedan rekonditioneras tre gånger ( II ). Resultatet visar en besparing på upp till 50 %.
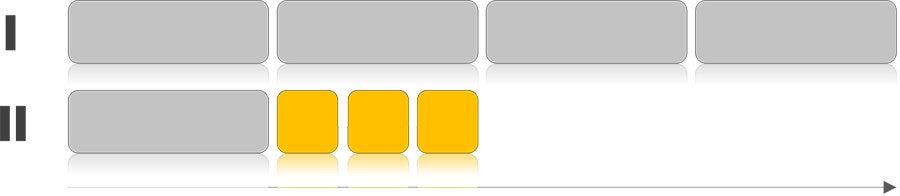
Total verktygskostnad
Verktyg som kan rekonditioneras
Följande verktyg kan rekonditioneras:
Så här packar du inför rekonditioneringen
Följ dessa anvisningar för att undvika att dina verktyg skadas under transporten:
- Lägg verktyget i dess ursprungliga plastförpackning för att undvika att verktygen slår emot varandra.
- Om du inte längre har kvar originalförpackningen kan du använda bubbelplast eller liknande.
- Placera alla verktyg mellan de två skuminläggen som medföljer transportlådan.
Klicka på bilden för att förstora
Återvinning
När det solida hårdmetallverktyget har gjort sitt kan du överväga Sandvik Coromants återköpsprogram. Din solida hårdmetall återvinns och används sedan i tillverkningen av nya verktyg. Läs mer om återvinning av hårdmetall.
Hitta nya solida hårdmetallverktyg
Om du är ute efter nya verktyg ska du besöka vår sida med solida hårdmetallverktyg.

Identifiera verktygsförslitning
Använd guiden nedan för att identifiera verktygets slitagetyp.
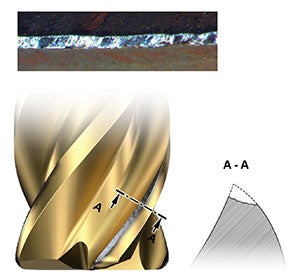
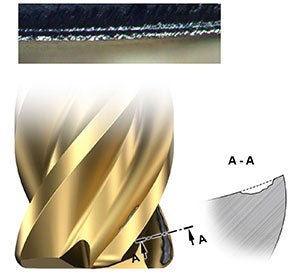
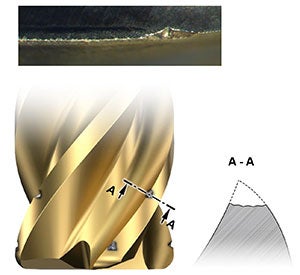
Jämn fasförslitning
En av de vanligaste slitagetyperna (typisk för torr ISO-P). Börjar oftast vid skäreggen och utvecklas mer mot skäreggens fassida.
Främsta förslitningsmekanism – nötande
Orsak:
- Hög skärhastighet och låg matning
- Låg slitstyrka
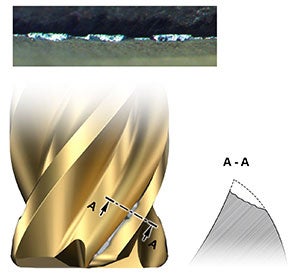
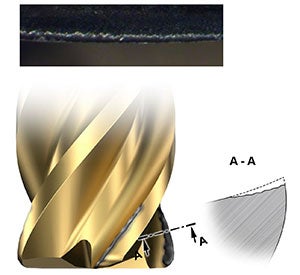
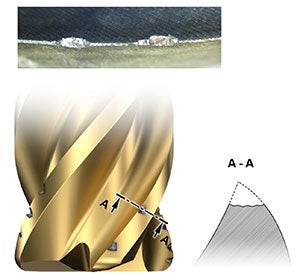
Ojämn fasförslitning
Initialt slits vissa delar av skäreggen snabbare än andra.
Främsta förslitningsmekanism – partiell flagning av beläggningen och oregelbunden mikrourflisning på skäreggen, följt av abrasiv förslitning.
Orsak:
- Hög skärhastighet och låg matning
- Vibrationer
- Låg slitstyrka
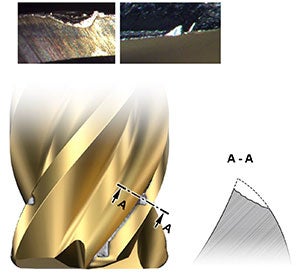
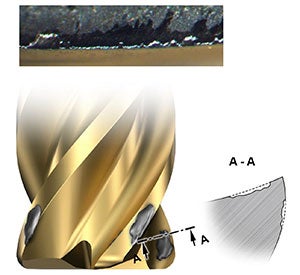
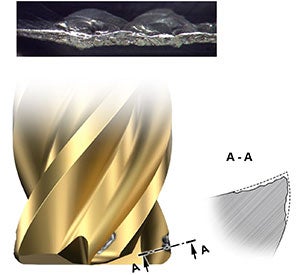
Lokal fasförslitning
Oftast vid verktygets hörn och/eller vid största skärdjup..
Främsta förslitningsmekanismer – vidhäftande, termomekaniska eller kemiska.
Orsak:
- Hög temperatur
- Vibrationer
- Spånorna skärs flera gånger
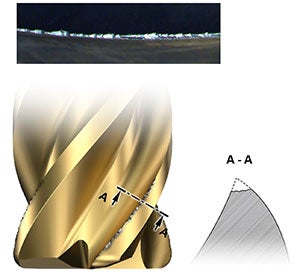
Gropförslitning
Uppstår sällan på solida pinnfräsar.
Främsta förslitningsmekanismer – kemisk och nötande.
Orsak:
- Hög temperatur (hög skärhastighet)
Trappformad ytförslitning
Uppstår oftast när ett skärvätskeflöde (lågt tryck) tillförs genom utvändiga munstycken.
Främsta förslitningsmekanism – kemisk
Orsak:
- Hög temperatur
Flagning
Oftast vid fräsning i material som lätt kletar på skäreggen.
Främsta förslitningsmekanism – vidhäftande
Orsak:
- Kletande material i arbetsstycket
Jämn urflisning
Mindre skador i skäreggen. Andra slitagetyper kan följa efter urflisning.
Främsta förslitningsmekanismer – termomekaniska eller vidhäftande
Orsak:
- Skäreggen är för svag och spröd
- För stora temperaturvariationer
- Vibrationer

Kamsprickor
Uppstår på skäreggen och sträcker sig vidare till spån- och flankytorna. Sprickorna börjar vinkelrätt mot skäreggen, men böjer sedan av i sidled och leder till eggurflisning.Främsta förslitningsmekanism – termomekanisk
Orsak:
- Snabba temperaturförändringar
Lokal urflisning
Skador uppstår ständigt i en viss position längs skäreggen.
Främsta förslitningsmekanismer – termomekaniska eller vidhäftande
Orsak:
- Skäreggen är för svag och spröd
- För stora temperaturvariationer
- Vibrationer
Spånorna skärs flera gånger
Ojämn urflisning
Skador på skäreggen oregelbundet placerade längs skäreggen.
Främsta förslitningsmekanismer – termomekaniska eller vidhäftande
Orsak:
- Skäreggen är för svag och spröd
- För stora temperaturvariationer
- Vibrationer
- Spånorna skärs flera gånger
Skuvning
Oftast vid fräsning i ISO-S-material. Startar på egglinjen, sträcker sig vidare till spånytan så att skuvning uppstår.
Främsta förslitningsmekanismer – vidhäftande och spröda brott
Orsak:
- Kletande material i arbetsstycket
- Hög temperatur
- Vibrationer

Arbeta tillsammans för en hållbar framtid
Vi kan hjälpa dig att göra dina produkter och processer grönare och mer effektiva. Under flera år har Sandvik Coromant utvecklat ordningsregler för miljö-, hälso- och säkerhetshanteringssystem. En viktig del av detta är ett nytt livscykeltänkande som vi använder när vi köper upp och samlar in dina slitna verktyg så att de kan rekonditioneras eller återvinnas. Denna process sparar resurser för båda parter och minskar utsläppen av koldioxid.
