
Generatoraxel

Det finns en hel grupp typiska svarvoperationer som används för axlar som verkligen har genomgått ständiga förändringar. Tung grovbearbetning av stora smiden, långa med ojämna ytor men stabila förhållanden följs av omfattande finbearbetning av lagerytor. Den svarvning som utförs på komponenter till kraftutrustning är bra kandidater att utveckla med hjälp av framstegen inom verktygstekniken.
En checklista med faktorer som direkt påverkar funktionsnivån, säkerheten och resultaten ska omfatta följande. De motsvarar den etablerade uppsättningen applikationsparametrar som gör stor skillnad för framgångsrik svarvning:
- användning av den senaste skärsortgenerationen, allround-sorter och speciella sorter för att optimera enskilda operationer
- bästa skärgeometri för grovbearbetande svarvning ger ännu högre spånavverkningshastigheter
- bästa wiperskärtekniken för ännu bättre finbearbetande svarvfunktion och resultat.
- ett urval av bra skärfastspänningsalternativ i verktygshållaren för att maximera stabiliteten och säkerheten
- användning av det bästa modulära verktygshållarsystemen för svarvning, för bästa stabilitet och snabba verktygsbyten.
Möjligheten att använda bästa möjliga skärform för att maximera styrkan och att använda den lämpligaste ställvinkeln beror på hur omfattande ett svarvverktygssortiment är. Den skäregg som behövs måste också vara tillgänglig i rätt skärform och storlek för att både optimera operationen och ge bra verktygsekonomi. Valet mellan runt skär och fyrkantigt skär med en specifik geometri och nosradie kan vara avgörande för optimeringen – både vid grov- och finsvarvning.
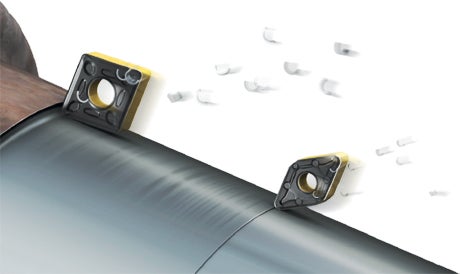
Grovsvarvning
Vid grovsvarvning av stål motsvarar skärgeometrin HM den senaste verktygsutvecklingen.
- Grovsvarvning

Finsvarvning
För finsvarvning har wiperskärtekniken utvecklats mycket sedan den introducerades för ett decennium sedan.
- Finsvarvning

Utvändig svarvning – CoroTurn RC
Tillförlitlig fastspänning av skäret påverkar i hög grad komponentkvaliteten.
CoroTurn® RC är förstahandsvalet och finns som Coromant Capto®-skärenheter och konventionellt skaftutförande för alla skärformer och ställvinklar.
- CoroTurn RC
Grovsvarvning
Vid grovsvarvning av stål motsvarar skärgeometrin HM den senaste verktygsutvecklingen. Det är en ny konstruktion för tunga dubbelsidiga skär. Med HM kan man maximera styrkan hos S-formade skär och öka mångsidigheten som C-formade skär. Geometrin är speciellt framtagen för stora skärdjup i smitt stål och har mycket starka skäreggar och ett brett spånbrytningsområde. Därför kan den stå emot tuffa variationer i områden med hög matning samtidigt som man får varaktighet och eggsäkerhet.
När den nya HM-geometrin kombineras med rätt skärsort i GC4000-serien kan funktionen optimeras till nya, högre nivåer. Specifika hot mot skäreggen, t.ex. plastisk deformation och gropförslitning, kan hanteras under hela den längre skärlivslängden. Med den nya generationens stålsvarvningssorter som allround-alernativet GC4225 blir höga spånavverkningshastigheter möjliga tack vare balansen mellan förutsägbarhet och varaktighet. GC4235 är det segaste alternativet med maximal skäreggssäkerhet för det tuffaste förhållandena.
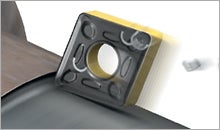
Finsvarvning
För finsvarvning har wiperskärtekniken utvecklats mycket sedan den introducerades för ett decennium sedan. Det här moderna sättet att utforma skärets nosradie eliminerade det vanliga problemet med förhållandet mellan nosradiestorlek och matning per varv och dess effekt på ytjämnheten. Med wiperskär kunde matningen dubbleras utan att ytjämnheten försämrades.
Wiperskäret WMX är den nya generationen som kan åstadkomma den önskade ytjämnheten mycket snabbare än skär med en konventionell nosradie. Huvudradien med flera kompletterande radier har utformats som en del av en ny spånbrytningsgeometri som har gett skäret ett mycket större matningsområde. WMX-wiperskäret kan också användas vid medelgrov bearbetning.
Jämfört med de tidigare wipergenerationerna ger skäret också ännu bättre ytjämnhet, är mindre benäget att vibrera, ger bättre spånkontroll och mjukare skärförlopp. WMX-skärets stora centrala applikationsområde kompletteras med en serie ytterligare wipergeometrier som kan användas för optimering vid mycket låg matning/låga skärdjupsvärden eller för ännu större skärdjup.
