A observação cuidadosa da pastilha/aresta de corte após a usinagem pode ajudar a otimizar os resultados em relação à vida útil da ferramenta, qualidade da rosca e velocidade de corte. Use esta lista de causas e soluções para diferentes padrões de desgaste da pastilha como uma referência para um rosqueamento bem-sucedido.
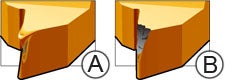
Deformação plástica
Começa como deformação plástica (A),que leva ao lascamento da aresta (B).
Temperatura excessiva na zona de corte
Refrigeração inadequada
Classe incorreta
a) Reduza a velocidade de corte, aumente o número de penetrações b) Reduza a maior profundidade de penetração, verifique o diâmetro antes do rosqueamento
Melhore a refrigeração
Escolha uma classe mais resistente à deformação plástica
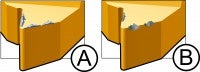
Arestas postiças (BUE)
A aresta postiça (A) e o lascamento da aresta (B) frequentemente ocorrem juntos. A aresta postiça acumulada é levada junto com pequenas quantidades de material da pastilha o que causa o microlascamento.
Geralmente, ocorre em aços com baixo teor de carbono e inoxidáveis
Classe adequada ou temperatura da aresta de corte muito baixa
Aumente a velocidade de corte
Escolha uma pastilha com boa tenacidade, preferivelmente com cobertura PVD
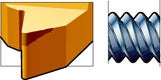
Quebra da pastilha
Diâmetro torneado incorreto antes de rosquear
Séries de penetração muito difíceis
Classe incorreta
Controle insatisfatório dos cavacos
Altura de centro incorreta
Faça o torneamento com o diâmetro correto antes da operação de rosqueamento 0,03 – 0,07 mm (0,001 –0,003 pol.) radialmente maior que o diâmetro máx. da rosca
Aumente o número de penetrações. Reduza o tamanho da maior penetração
Selecione uma classe mais tenaz
Mude para a geometria C e use a penetração de flanco modificada
Corrija a altura de centro
Rápido desgaste de flanco
Material altamente abrasivo
Velocidade de corte muito alta
Profundidades de penetração muito rasas
A pastilha está acima da linha de centro
Classe incorreta. Selecione uma classe mais resistente ao desgaste
Reduza a velocidade de corte
Reduza o número de penetrações
Corrija a altura de centro
Desgaste do flanco anormal
Superfície insatisfatória em um flanco da rosca
Método incorreto para penetração de flanco
O ângulo de inclinação da pastilha não concorda com o ângulo de ataque da rosca
Mude o método de penetração do flanco para geometria F- e A-: 3–5° a partir do flanco, para geometria C: 1° a partir do flanco
Mude o calço para obter o ângulo correto de inclinação
Vibração
Fixação incorreta da peça
Set-up incorreto da ferramenta
Dados de corte incorretos
Altura de centro incorreta
a) Use garras suaves b) Quando usar contraponto, otimize o furo de centro da peça e verifique a pressão do contraponto
a) Minimize o balanço da ferramenta b) Certifique-se de que a bucha de fixação para barras não está desgastada c) Use as barras antivibratórias especiais para torneamento de roscas
Aumente a velocidade de corte; se isto não ajudar, reduza a velocidade drasticamente e experimente a geometria F