
Tolerâncias de furos rosqueados com macho e roscas standard
Roscas standards
As ferramentas para rosqueamento são fabricadas em cinco diferentes normas: ISO, ANSI, DIN, DIN/ANSI e JIS. DIN e ISO são as normas mais usadas em todo o mundo, ANSI é mais comum nos mercados americanos e JIS é mais comum nos mercados asiáticos.
- ISO, ANSI e JIS têm um comprimento geral (OAL - overall lenght) bastante curto e são muito semelhantes, exceto pelo diâmetro da haste que está em polegadas para ANSI e no sistema métrico para ISO e JIS
- DIN é uma versão longa com o diâmetro métrico da haste e OAL longo
- DIN/ANSI é uma combinação de ambos, com haste com diâmetro ANSI e OAL do DIN

ISO, ANSI, JIS

DIN, DIN/ANSI
Haste ISO e dimensões quadradas

| Diâmetro de haste (DMM),mm | Quadrada (WSC), mm | ISO 529 Métrico | ISO 529 UNC/UNF BSW/BSF | ISO2283 Métrico | ISO2284 G | ISO2284 Rc |
| 2.50 | 2.00 | M1 M1.2 M1.4 M1.6 M1.8 M2 | No. 0 No. 1 | |||
| 2.80 | 2.24 | M2.2 M2.5 | No. 2 No. 3 | |||
| 3.15 | 2.50 | M3 | No. 4 No. 5 | M3 | ||
| 3.55 | 2.80 | M3.5 | No. 6 | M3.5 M4 | ||
| 4.00 | 3.15 | M4 | M5 | |||
| 4.50 | 3.55 | M4.5 | No. 8 | M6 | ||
| 5.00 | 4.00 | M5 | No. 10 3/16 | |||
| 5.60 | 4.50 | M5.5 | No. 12 7/32 | M7 | ||
| 6.30 | 5.0 | M6 | 1/4 | M8 | ||
| 7.10 | 5.60 | M7 | 9/32 | |||
| 8.00 | 6.30 | M8 | 5/16 | M10 | G1/8 | Rc 1/8 |
| 9.00 | 7.10 | M9 | M12 | |||
| 10.00 | 8.00 | M10 | 3/8 | G1/4 | Rc1/4 | |
| 8.00 | 6.30 | M11 | 7/16 | |||
| 9.00 | 7.10 | M12 | 1/2 | |||
| 11.20 | 9.00 | M14 | 9/16 | M14 | ||
| 12.50 | 10.00 | M16 | 5/8 | M16 | G3/8 | Rc3/8 |
| 14.00 | 11.20 | M18 M20 | 11/16 3/4 | M18 M20 | ||
| 16.00 | 12.50 | M22 | 7/8 | M22 | ||
| 18.00 | 14.00 | M24 | 1” | M24 | G5/8 | Rc5/8 |
| 20.00 | 16.00 | M27 M30 | 1 1/8 | M27 M30 | G3/4 | Rc3/4 |
| 22.40 | 18.00 | M33 | 1 1/4 | G7/8 | Rc7/8 | |
| 25.00 | 20.00 | M36 | 1 3/8 | G1” | Rc1” | |
| 28.00 | 22.40 | M39 M42 | 1 1/2 |
Haste DIN e dimensões quadradas
| Diâmetro da haste (DMM), mm | Quadrada (WSC), mm | DIN 352 | DIN 371 | DIN 376 | DIN 374 | DIN 2182 | DIN 2183 | DIN 353 DIN 374 |
| 2.5 | 2.1 | M1 M1.1 M1.2 M1.4 M1.6 M1.8 | M1 M1.1 M1.1 M1.1 M1.6 M1.8 | M3.5 | M3.5 | 1/16 | ||
| 2.8 | 2.1 | M2 M2.2 M2.5 | M2 M2.2 M2.5 | M4 | M4 | 3/32 | 5/32 | |
| 3.20 | 2.4 | 3/16 | ||||||
| 3.50 | 2.70 | M3 | M3 | M5 | M5 | |||
| 4.00 | 3.00 | M3.5 | M3.5 | 1/8 | ||||
| 4.50 | 3.40 | M4 | M4 | M6 | M5.5 | 5/32 | 1/4 | |
| 6.00 | 4.90 | M5 M6 M8 | M5 M6 | M8 | M8 | 3/16 | 5/16 | |
| 7.00 | 5.50 | M10 | M10 | M9 M10 | 1/4 | 3/8 | ||
| 8.00 | 6.20 | M8 | 5/16 | 7/16 | ||||
| 9.00 | 7.00 | M12 | M12 | M12 | 3/8 | 1/2 | ||
| 10.00 | 8.00 | M10 | ||||||
| 11.00 | 9.00 | M14 | M14 | M14 | 9/16 | |||
| 12.00 | 9.00 | M16 | M16 | M16 | 5/8 | |||
| 14.00 | 11.00 | M18 | M18 | M18 | 3/4 | |||
| 16.00 | 12.00 | M20 | M20 | M20 | ||||
| 18.00 | 14.50 | M22 M24 | M22 M24 | M22 M24 | 7/8 | |||
| 20.00 | 16.00 | M27 | M27 | M27 M28 | 1” | |||
| 22.00 | 18.00 | M30 | M30 | M30 | 1 1/8 | |||
| 25.00 | 20.00 | M33 | M33 | M33 | 1 1/4 | |||
| 28.00 | 22.00 | M36 | M36 | M36 | 1 3/8 | |||
| 32.00 | 24.00 | M39 M42 | M39 M42 | M39 M42 | 1 1/2 1 5/8 | |||
| 36.00 | 29.00 | M45 M48 | M45 M48 | M45 M48 | 1 3/4 1 7/8 | |||
| 40.00 | 32.00 | M52 | M52 | 2 | G 1 3/4 | |||
| 45.00 | 35.00 | G 2” | ||||||
| 50.00 | 39.00 | G 2 1/4 G 2 1/2 G 2 3/4 G 3” |
Haste ANSI e dimensões quadradas

| Diâmetro da haste (DMM), pol. | Quadrada (WSC), pol. | Máquinas ASME B94.9 tamanhos do parafuso | ASME B94.9 tamanhos fracionados | ASME B94.9 tamanhos métricos |
| 0.141 | 0.11 | No. 0 No. 1 No. 2 No. 3 No. 4 No. 5 No. 6 | M1.6 M1.8 M2 M2.5 M3 M3.5 | |
| 0.168 | 0.131 | No. 8 | M4 | |
| 0.194 | 0.152 | No. 10 | M5 | |
| 0.220 | 0.165 | No. 12 | ||
| 0.255 | 0.191 | 1/4 | M6 | |
| 0.318 | 0.238 | 5/16 | M7 | |
| M8 | ||||
| 0.381 | 0.286 | 3/8 | M10 | |
| 0.323 | 0.242 | 7/16 | ||
| 0.367 | 0.275 | 1/2 | M12 | |
| 0.429 | 0.322 | 9/16 | M14 | |
| 0.480 | 0.360 | 5/8 | M16 | |
| 0.542 | 0.406 | 11/16 | M18 | |
| 0.590 | 0.442 | 3/4 | ||
| 0.652 | 0.489 | 13/16 | M20 | |
| 0.697 | 0.523 | 7/8 | M22 | |
| 0.760 | 0.570 | 15/16 | M24 | |
| 0.800 | 0.600 | 1 | M25 | |
| 0.896 | 0.672 | 1 1/16 1 1/8 | M27 | |
| 1.021 | 0.766 | 1 3/16 1 1/4 | M30 | |
| 1.108 | 0.831 | 1 5/16 1 3/8 | M33 | |
| 1.233 | 0.925 | 1 7/16 1 1/2 | M36 | |
| 1.305 | 0.979 | 1 5/8 | M39 | |
| 1.430 | 1.072 | 1 3/4 | M42 | |
| 1.519 | 1.139 | 1 7/8 | ||
| 1.644 | 1.233 | 2 | M48 |
Haste JIS e dimensões quadradas

| Diâmetro da haste (DMM), mm | Quadrada (WSC), mm | Tamanho |
| 3 | 2.5 | M1.4 |
| 3 | 2.5 | M1.7 |
| 3 | 2.5 | M2 |
| 3 | 2.5 | M2.3 |
| 3 | 2.5 | M2.5 |
| 3 | 2.5 | M2.6 |
| 4 | 3.2 | M3 |
| 5 | 4 | M4 |
| 5.5 | 4.5 | M5 |
| 6 | 4.5 | M6 |
| 6.2 | 5 | M8 |
| 7 | 5.5 | M10 |
| 8.5 | 6.5 | M12 |
| 10.5 | 8 | M14 |
| 12.5 | 10 | M16 |
| 14 | 11 | M18 |
| 15 | 12 | M20 |
| 17 | 13 | M22 |
| 19 | 15 | M24 |
Tolerâncias do furo roscado
| Classe de tolerância, macho |
| ISO | DIN | ANSIBS | Tolerância, rosca interna (porca) | Aplicação |
| ISO 1 | 4 H | 3 B | 4 H 5 H | Ajuste sem folga |
| ISO 2 | 6H | 2B | 4 G 5 G 6 H | Ajuste normal |
| ISO 3 | 6 G | 1B | 6 G 7 H 8 H | Ajuste com folga grande |
| - | 7 G | - | 7 G 8 G | Ajuste com folga para o posteriortratamento ou cobertura |
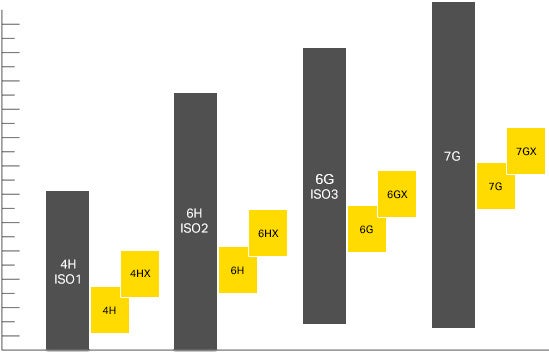
Tolerância do macho vs. tolerância na rosca interna (rosca)
A tolerância normal do macho é ISO 2 (6H), que gera um ajuste de qualidade média entre o parafuso e a porca. A tolerância mais baixa (ISO 1) gera um ajuste fino sem folga nos flancos entre o parafuso e a porca. A tolerância mais alta (ISO 3) gera um ajuste largo com uma folga grande. Ela é usada se a porca for coberta, ou se for preferido um ajuste com folga.Entre as tolerâncias 6H (ISO2) e 6G (ISO3), bem como entre 6G e 7G, há também machos com tolerância 6HX e 6GX. “X” significa que a tolerância está fora da norma e é usado para machos que trabalham com materiais mais resistentes ou materiais abrasivos como ferros fundidos. Estes materiais não causam problemas de superdimensionamento porque a tolerância mais alta pode ser usada para aumentar a vida útil da ferramenta. A largura da tolerância é igual entre 6H e 6HX. Os machos laminadores geralmente são produzidos com tolerância 6HX ou 6GX.
As roscas de tubos referem-se às seguintes normas:
- Roscas G para ISO 228-1. Uma classe para rosca interna (macho)
- Roscas Rc e Rp para ISO 7-1
- NPT e NPSM para ANSI B1.20.1
- NPTF e NPSF para ANSI B1.20.3
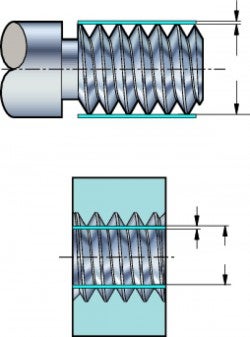
Posicionamento da tolerância
A largura da tolerância em um macho desenhado para uma tolerância específica é muito menor que a largura da tolerância na rosca acabada. A tolerância do macho é posicionada para que o macho corte a rosca corretamente desde o início. Ao usar o macho, ele se desgasta gradualmente e ficará ficar muito pequeno para cortar uma rosca corretamente, o macho se torna menor que a tolerância mais baixa do calibrador GO. A situação ideal seria posicionar a tolerância do macho na parte superior da área da rosca interna, mas há um risco significativo de que o macho faça uma rosca muito grande, acima do limite superior do calibrador NO-GO. Machos com tolerância “X”, usados para materiais que não causam problemas de superdimensionamento, são posicionados mais alto.O resultado é uma vida útil mais longa da ferramenta e devido a isso pode-se aceitar um maior desgaste antes de o macho cortar uma rosca muito pequena.
Tolerâncias DIN
 | Classes de tolerâncias das roscas Zonas de tolerâncias dos machos |
Tolerâncias ANSI
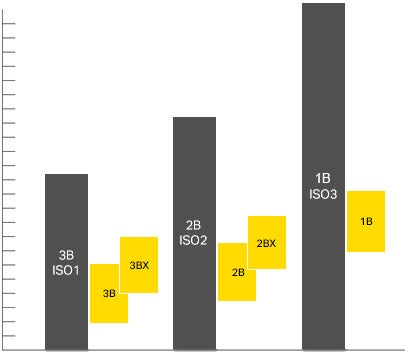
| Classes de tolerâncias das roscas Zonas de tolerâncias dos machos |
