Dicas de aplicação para torneamento de roscas

Um problema comum no torneamento de roscas são os cavacos enroscarem em robôs, mandris, ferramentas e peças. Eles também podem enroscar nas esteiras causando dano ou perda de tempo na usinagem produtiva. O controle de cavacos bem-sucedido é a chave para uma peça de boa qualidade no torneamento de roscas. Siga nossas dicas de aplicações de torneamento de roscas para obter um bom controle de cavacos e vida útil mais longa da ferramenta.
OptiThreading™
Use o método OptiThreading™ para o melhor controle possível do cavaco. Esse método permite movimentos de oscilação da ferramenta dando cortes interrompidos em todas as passagens exceto a última. Ele proporciona o mais alto controle de processo e qualidade de peças.
Penetração de flanco modificada
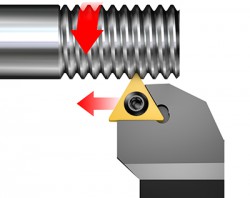
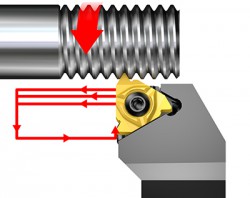
Para aplicações convencionais de torneamento de rosca, use a penetração de flanco modificada para o melhor controle de cavacos. A penetração de flanco modificada permite que o rosqueamento seja tratado como uma operação de torneamento normal. Ele proporciona um processo controlado, produzindo menos problemas de cavacos e, portanto, oferecendo uma vida útil previsível da ferramenta e maior qualidade da rosca.
Penetração de flanco oposta
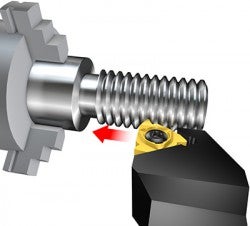
Com a penetração de flanco oposta, a pastilha pode cortar usando o flanco traseiro (flanco oposto) fazendo com que os cavacos sejam orientados para a direção correta. Isso é importante para operações de torneamento de roscas internas, especialmente, ao usinar furos no fundo. Use esse método para usinagem contínua e sem problemas e sem paradas inesperadas.
| Penetração de flanco modificada standard | Direção de avanço | Penetração de flanco oposta |
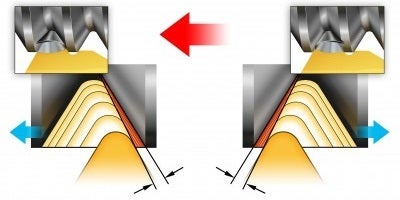 | ||
| Direção dos cavacos | Direção dos cavacos |
Fluido de corte e líquido refrigerante

O fluido de corte e as ferramentas com refrigeração precisa são recomendados para otimizar o escoamento e o controle de cavacos. A refrigeração de precisão tem as seguintes vantagens durante o torneamento de roscas:
- Temperatura controlada na aresta de corte
- Bom escoamento de cavacos
- Controle de cavacos aprimorado
Quando a refrigeração externa é aplicada, geralmente, apenas uma pequena quantidade da refrigeração alcança a rosca, portanto, o efeito da refrigeração é mínimo.
Com a refrigeração interna, o jato de líquido refrigerante acessa a aresta de corte mesmo em roscas profundas. A refrigeração diminui a temperatura eficientemente, o que:
- Permite usar dados de corte mais altos ou uma classe mais tenaz
- Melhora o acabamento superficial e o controle de cavacos
Uma temperatura mais baixa pode diminuir o desgaste da pastilha proveniente do desgaste de flanco e deformação plástica, prolongando assim a vida útil da ferramenta. Porém, temperaturas muito baixas diminuirão a vida útil da ferramenta, pois diminuir muito a temperatura em materiais pastosos, como aços inoxidáveis, levará à formação de arestas postiças (BUE).
Verificação do diâmetro
Certifique-se de que o diâmetro da peça esteja de acordo com as especificações antes de iniciar o torneamento de roscas.
- Com um diâmetro muito grande no caso de rosqueamento externo ou dois pequenos no caso de rosqueamento interno, o primeiro corte será muito grande e pode causar a quebra da pastilha.
- Com um diâmetro muito pequeno no caso de rosqueamento externo ou muito grande no caso de rosqueamento interno, pode ser gerado um diâmetro de rosca errado.
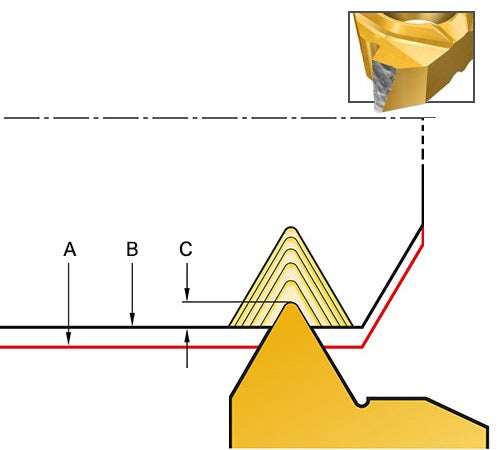
A: Diâmetro torneado muito grande no caso de rosqueamento externo
B: Diâmetro correto da rosca externa
C: Primeiro passe gerado pelo ciclo de rosqueamento
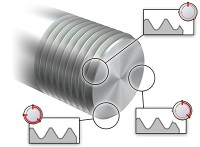
Vida útil da ferramenta
A observação cuidadosa da pastilha após a operação de rosqueamento permitirá que você consiga resultados otimizados em relação à vida útil da ferramenta, velocidade de corte e qualidade da rosca.
Os dois principais parâmetros de usinagem que afetam a vida útil da ferramenta são velocidade e penetração. Aumentar um desses parâmetros diminuirá o tempo de corte por peça, mas também aumentará a temperatura. A temperatura muito alta diminuirá a vida útil da ferramenta.
Para obter a vida útil ideal da ferramenta, é mais vantajoso otimizar a penetração/espessura dos cavacos primeiro. Quando aumentar a penetração/espessura de cavacos, o aumento da temperatura é menor do que quando aumentar a velocidade de corte. Por outro lado, cavacos com espessura muito grossa pode sobrecarregar a pastilha.
Use a refrigeração para reduzir a temperatura. Refrigeração inferior de precisão tem mais efeito.
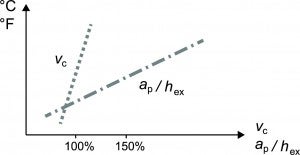
Impacto da temperatura quando aumentar a velocidade de corte e a penetração
| Penetração, ap |
|
|
| Velocidade de corte,vc |
|
|
Espessura dos cavacos
Quando usinar materiais difíceis, evite cortes pouco profundos e, portanto, cortes em cascas duras.
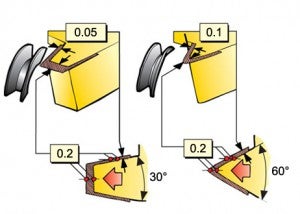
Se o corte radial for de 0,2 mm (0,008 pol.), a espessura dos cavacos nos flancos será:
- 0,05 mm (0,002 pol.) com perfil de 30°
- 0,1 mm (0,004 pol.) com perfil de 60°
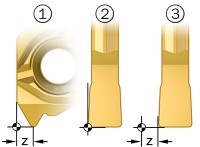
Raio de ponta e vida útil da pastilha
O raio de ponta é o menor ponto da pastilha e o mais passível de quebra sob pressão extrema de uma operação de torneamento de roscas.
Os raios de ponta diferem consideravelmente para diferentes tipos de pastilhas e a velocidade de corte e o número de passes devem ser levados em conta para otimizar o desempenho e a segurança de usinagem.
As pastilhas do perfil de rosca NPT e NPTF têm os menores raios de ponta com a gama standard. Para desempenho otimizado, aumente o número de passes e reduza a velocidade de corte.
A pastilha interna tem um raio de ponta significativamente menor que a pastilha externa.
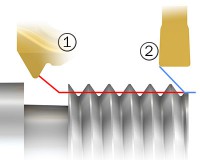
Pré-usinagem com uma ferramenta de torneamento
A produtividade e a vida útil da ferramenta podem ser melhorados ao pré-usinar a rosca usando uma ferramenta de torneamento com pastilha de 55° ou 60° antes que o passe de acabamento seja feito com uma ferramenta de rosqueamento.
Ao usinar roscas com raízes e cristas com raio pequeno, pode-se aplicar pré-usinagem semelhante ao rosqueamento em desbaste usando uma pastilha com o mesmo ângulo, mas com raio de ponta maior. A folga é deixada para os passes de acabamento restantes serem usinados com a pastilha de torneamento de roscas.
Rebarbamento
Rebarba no início da rosca
As rebarbas aparecerem, elas tendem a formar no início de uma rosca antes que a pastilha crie o perfil completo. Essas rebarbas podem causar problemas e devem ser removidas, especialmente, na indústria de processamento de alimentos e hidráulica em que as exigências de tolerância e qualidade são altas.
É mais comum que as rebarbas apareçam em aços inoxidáveis difíceis e materiais duplex.
O rebarbamento da rosca é alcançado com ferramentas para torneamento standard. É importante considerar o posicionamento correto da pastilha de rebarbação em relação à rosca, passo e ciclo da rosca.
Como fazer a rebarbação de uma rosca
- Use um ciclo de rosca standard com os dados de penetração recomendados. A ferramenta deve sair da rosca em um ângulo de 45°
- Use o mesmo programa da rosca com a mesma velocidade de corte e uma pastilha de cortes e canais com a metade dos números de passes. Programe o comprimento de rebarbação primeiro para sair em 45° para 1 x o passo e meça o ponto zero de acordo com as instruções abaixo
Instruções de ajuste
- Ajuste o ponto zero da pastilha de rosqueamento
- Meça o ponto zero na pastilha de cortes e canais
- Offset da pastilha de corte e canais com distância
Rebarba do diâmetro da rosca
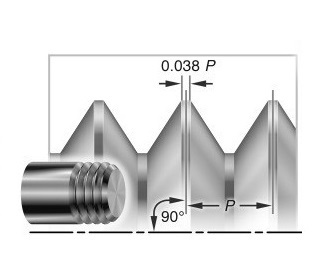
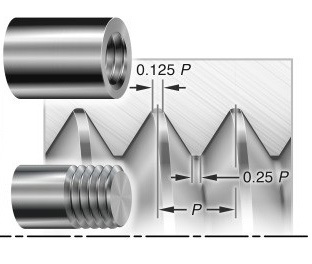
Quando tornear uma rosca com uma pastilha de perfil V, geralmente, uma rebarba é criada na crista da rosca. Para uma rosca de alta qualidade, essa rebarba precisa ser removida.
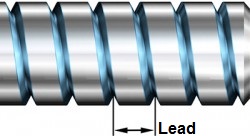
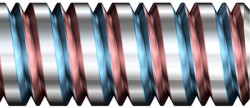
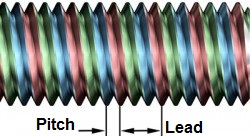
Roscas com múltiplas entradas
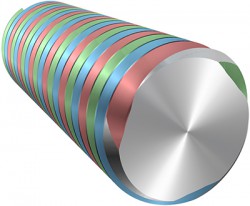
As roscas com dois ou mais canais de rosca paralelos requerem duas ou mais partidas. O avanço desse tipo de rosca será então o dobro do de um parafuso de entrada única.
O avanço aumenta em relação ao passo por um múltiplo igual ao número de entradas:
- Rosca com uma entrada - o avanço e o passo são iguais
- Rosca com entrada dupla - o avanço é duas vezes o passo
- Rosca com entrada tripla - o avanço é três vezes o passo etc.
Para produzir uma rosca com múltiplas entradas, faça um único canal de rosca com alguns passes, seguido pela segundo canal de rosca com alguns passes e depois o terceiro canal de rosca com alguns passes.
É importante selecionar o calço certo. Use o valor de avanço para calcular o ângulo de inclinação correto (ângulo de hélice), e selecione o calço correspondente. Consulte a seção: Como escolher a pastilha e o calço para torneamento de roscas.
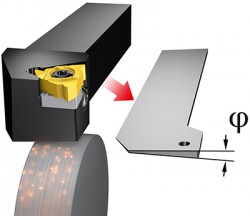
Ajuste do porta-ferramenta externo
Com passo duas vezes maior, três vezes e assim por diante, há uma mudança drástica no ângulo de inclinação que, em casos extremos, não são cobertos pela gama de calços. Para casos extremos, o porta-ferramenta externo pode ser fresado/retificado na direção do ângulo de inclinação.
- Não retifique os calços. Isso afetará a estabilidade de todo o sistema
- Calcule o ângulo de inclinação φ (ângulo helicoidal) e peça um suporte especial
- Se um passo maior for aplicado em um diâmetro pequeno, o ângulo de inclinação será maior