
Torneamento externo
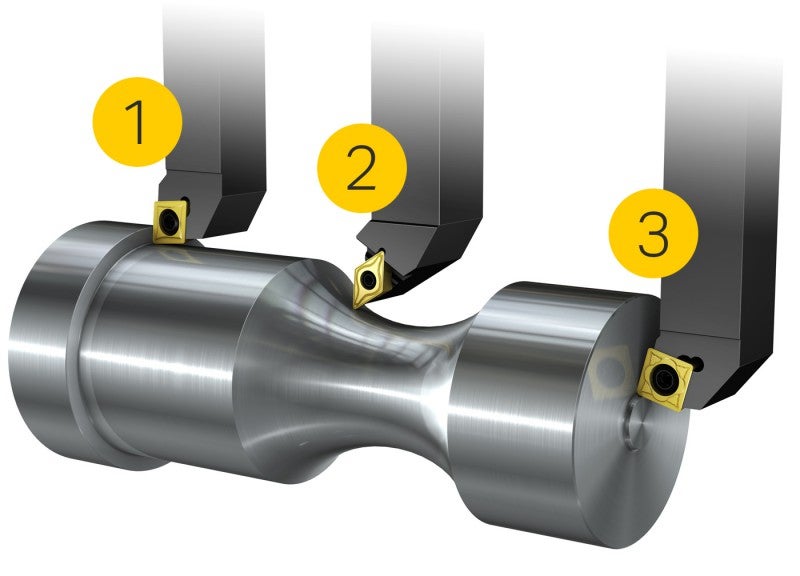
As operações de torneamento externo usinam o diâmetro externo da peça. Uma vez que o torneamento externo é um dos processos mais conhecidos e utilizados, as exigências quanto ao controle de cavacos, segurança do processo e qualidade da peça são altas. As áreas de aplicação básicas para o torneamento externo são torneamento longitudinal (1), torneamento de perfil (2) e faceamento (3).
Com o PrimeTurning™ é possível fazer o torneamento em todas as direções, com taxas de remoção de metal mais altas e a mais alta produtividade.
Torneamento longitudinal

Para o torneamento longitudinal, o movimento de avanço da ferramenta ocorre ao longo do eixo da peça, o que significa que o diâmetro da peça será torneado até chegar a um tamanho menor. Esta é a operação de torneamento mais comum.
Ao escolher uma ferramenta para o torneamento longitudinal, recomenda-se primeiro escolher o sistema de fixação da pastilha no porta-ferramentas. O tipo de operação e, até certo ponto, o tamanho da peça determinam a seleção. As operações de desbaste em peças grandes têm demandas diferentes das operações de acabamento em peças pequenas.
Formato da pastilha
O ângulo de ponta da pastilha mais adequado deve ser selecionado para resistência e boa relação custo x benefício.
Ângulo de posição
O ângulo de posição da ferramenta afeta a formação dos cavacos. Com ângulo de posição de 90º (ângulo de ataque de 0°), a espessura dos cavacos é a mesma que o avanço, fn. Um ângulo pequeno, 75°-45 (ângulo de ataque de 15–45°), reduzirá a espessura dos cavacos e permitirá um aumento no avanço.
Porta-ferramentas
Caso seja necessário usinar um canto a 90 graus na peça, use uma ferramenta com um ângulo de posição de 91–95° (ângulo de ataque de -1 a -5° ). Use uma pastilha tipo C (80°) como primeira escolha.
Uma pastilha tipo D (55°) permitirá fazer perfilamento ou saídas para retífica.
Se não for necessário usinar um canto a 90 graus, é possível aumentar a produtividade selecionando uma pastilha quadrada e um ângulo de posição de 75° (ângulo de ataque 15°).



Ferramentas de torneamento para torneamento longitudinal
Torneamento de perfis

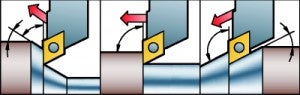
Em torneamento de perfis, o corte pode variar em relação à profundidade de corte, avanço e velocidade. As ferramentas usadas para torneamento de perfis estão sujeitas a grandes variações quanto a tensões e profundidades de corte devido às diferentes direções de usinagem e mudanças de diâmetro. Uma das propriedades mais importantes de uma ferramenta de perfilamento é a acessibilidade.
Formato da pastilha
O ângulo de ponta mais adequado na pastilha deve ser selecionado para resistência e boa relação custo/benefício, mas o ângulo de ponta da pastilha também deve ser considerado em relação à acessibilidade. Os ângulos de ponta mais comumente usados são 35° e 55°.
Ângulo de posição

Analise o perfil da peça para selecionar o ângulo de posição mais adequado. Deve-se considerar um ângulo de corte livre de pelo menos 2° entre a peça e a pastilha. Contudo, por questões de superfície e vida útil da ferramenta, recomenda-se um ângulo de posição de pelo menos 7º (ângulo de ataque de 83°).
Porta-ferramentas
A primeira escolha é uma ferramenta com um ângulo de posição de 93° (ângulo de ataque de -3° ) e uma pastilha estilo D (55°). Se for necessário um ângulo da rampa maior, use uma pastilha estilo V (35°).
A fim de ter a possibilidade de fazer o perfilamento em outra direção ou para fazer um alívio de canto, escolha um suporte com um ângulo de posição de 107–117° (ângulo de ataque de -17 a -27°).Ferramentas de torneamento para torneamento de perfis
Faceamento

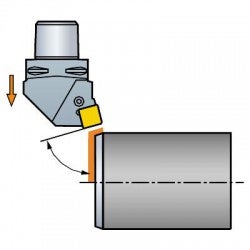
No faceamento, a ferramenta avança radialmente na direção do centro, no final da peça. As forças de corte radiais são altas e podem causar deflexão na peça e, algumas vezes, podem causar vibrações.
Formato da pastilha
O formato da pastilha deve ser selecionado de acordo com o ângulo de posição necessário e em relação à acessibilidade ou versatilidade necessária para a peça. O ângulo de ponta mais adequado na pastilha deve ser selecionado para resistência e boa relação custo/benefício.
Ângulo de posição
Ângulo de posição de 75° (Ângulo de ataque de 15°)
Uma redução do ângulo de posição, (aumentando o ângulo de ataque) pode redirecionar um pouco das forças radiais axialmente na direção do mandril para melhor estabilidade e redução da tendência à vibração.
Porta-ferramenta
Para otimização, escolha um suporte com uma pastilha quadrada e um ângulo de posição de 75° (Ângulo de ataque de 15°).
Para versatilidade, escolha um suporte com uma pastilha rômbica de 80° ou triangular e um ângulo de posição de 95° (Ângulo de ataque de -5°).Ferramentas de torneamento para faceamento
PrimeTurning™
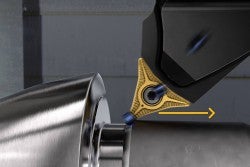
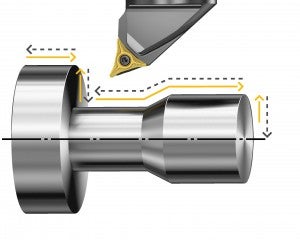
PrimeTurning™ é uma estratégia na qual você insere a peça no mandril e remove material dela no sentido da extremidade da peça, ao invés da maneira convencional a partir da extremidade ao mandril. Esta forma de torneamento é muito mais eficiente e produtiva comparada ao torneamento convencional.
Esta estratégia oferece a flexibilidade para fazer o torneamento em todas as direções, incluindo operações longitudinais, de faceamento e de perfilamento com uma única ferramenta. Além disso, o torneamento convencional pode ser realizado com a mesma ferramenta – mas com resultados de produtividade convencionais.
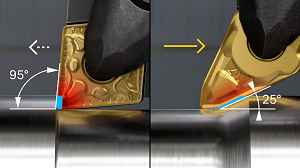
Ângulo de posição menor
PrimeTurning™ oferece o alcance perfeito em cantos a 90 graus e permite ângulos de posição de 25–30° (Ângulo de ataque de 65–60°). O ângulo de posição pequeno criará um cavaco fino e largo que afasta a carga e o calor do raio de ponta. prolongando a vida útil da ferramenta ou permitindo o aumento dos dados de corte, resultando em ganhos de produtividade consideráveis.
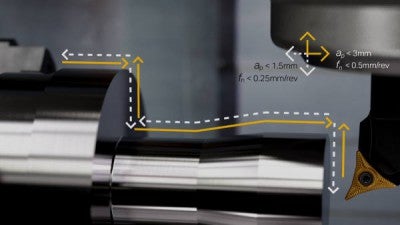
Torneamento convencional vs. PrimeTurning™
Excelente escoamento de cavacos
O entupimento de cavacos pode ser um problema comum ao usar o torneamento longitudinal convencional. Com o PrimeTurning™, o corte é feito na direção do movimento que se distancia do canto a 90 graus, o que significa que não há risco de entupimento de cavacos.

Quando usar PrimeTurning™
Devido ao aumento nas forças radiais, este método exige peças e set-up estáveis. Mais adequado para peças compactas e curtas, bem como peças delgadas que usam contraponta. PrimeTurning ™ é uma escolha muito boa para produção em massa ou peças que precisam de set-ups e trocas frequentes de ferramentas.Leia mais sobre nossas ferramentas CoroTurn® Prime
Torneamento pesado

Uma aplicação típica de torneamento pesado é o torneamento de peças grandes com superfícies irregulares combinadas com profundidade de corte muito grande e variável.
O tempo de corte geralmente é muito longo o que gera altas temperaturas. A velocidade de corte e o número de rotações são limitados ao tamanho e à fixação da peça. A usinagem normalmente é realizada em condições sem refrigeração porque as máquinas são abertas e não são adequadas para usinagem com refrigeração.
Exemplos de peças são eixos grandes para geração de energia, eixos de propulsores e blindagens para contêineres grandes e nucleares.
Descascamento de barras

O descascamento de barras é um método que é usado para remover cascas oxidadas, carepas e trincas superficiais etc. de blanks laminados a quente e forjados. O descascamento de barras também é aplicado a tubos com paredes espessas.
Os materiais mais comuns que são descascados são aços carbono, aços para molas e aços inoxidáveis.
As aplicações variam, mas blanks descascados são frequentemente usados como um estágio intermediário na produção de itens que devem ser processados posteriormente. Exemplos são os blanks extrudados para fabricação de tubos e eixos para a indústria automotiva.
Em comparação com o torneamento convencional, o descascamento de barras é um método de usinagem que proporciona alta produtividade e baixos custos de produção devido aos menores tempos de produção. As exigências quanto à qualidade superficial e às tolerâncias dimensionais são altas, o que por sua vez acarreta menos usinagem em estágios subsequentes.Ferramentas de torneamento para torneamento pesado
Quer saber mais sobre o retorneamento e o torneamento de um rodeiro novo? Leia nosso guia de aplicação de torneamento ferroviário.

