
Wytaczanie zgrubne

Wytaczanie zgrubne polega głównie na usunięciu materiału i przygotowaniu otworu do obróbki wykończeniowej. Obróbkę zgrubną wykonuje się w celu powiększenia istniejącego otworu wykonanego metodą obróbki wstępnej, odlewania, kucia. Narzędzia do obróbki zgrubnej można skonfigurować pod kątem wytaczania produktywnego, stopniowanego i jednoostrzowego.
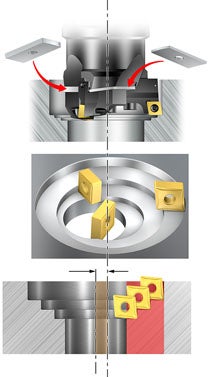
Produktywne wytaczanie
W większości zastosowań wytaczarskich ustawienie umożliwiające produktywne wytaczanie stanowi podstawowy, a zarazem najlepszy wybór do obróbki z wysoką produktywnością.
Narzędzie posiada dwie lub trzy krawędzie skrawające do zgrubnej obróbki otworów o średnicy w klasie tolerancji IT9 lub większej; priorytetem jest wydajność skrawania. Posuw całkowity stanowi iloczyn posuwu każdej płytki i liczby płytek (fn = fz × z).


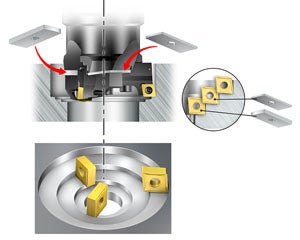
Wytaczanie stopniowe
Narzędzie do wytaczania stopniowanego posiada płytki umieszczone na różnych wysokościach osiowych i średnicach. Metodę tę stosuje się do zastosowań wymagających dużej promieniowej głębokości skrawania lub lepszej kontroli wiórów w materiałach generujących długie wióry, ponieważ umożliwia cięcie wiórów na krótkie, łatwe do odprowadzenia części. Stosując technikę wytaczania stopniowego można zmniejszyć liczbę narzędzi i częstotliwość ich wymiany.
Posuw i chropowatość powierzchni są takie same, jak przy zastosowaniu jednej płytki (fn=fz). Uzyskujemy otwory w klasie tolerancji IT9 lub większej.


Wytaczanie jednoostrzowe
Wytaczanie jednoostrzowe wykonuje się przy użyciu pojedynczej krawędzi skrawającej. Może dawać dobre wyniki w obróbce materiałów wymagających pod względem kontroli wiórów (np. materiałów generujących długie wióry) lub przy ograniczonej mocy obrabiarki (fn = fz).


Wybór płytek do wytaczania zgrubnego
Należy starannie wybrać kształt, kąt przystawienia, geometrię i gatunek płytki, aby osiągnąć dobrą kontrolę wiórów i wydajność obróbki.
Dodatni lub ujemny kształt płytki
Płytki ujemne: Płytki o ujemnym kształcie podstawowym należy stosować w stabilnych warunkach obróbki ze względu na ekonomiczne wykorzystanie narzędzi oraz w zastosowaniach wymagających użycia mocnych płytek i dużego bezpieczeństwa obróbki.


Płytki dodatnie: Przy wytaczaniu zgrubnym korzystne jest użycie płytek o dodatnim kształcie, pracujących z mniejszymi siłami skrawania niż płytki ujemne. Mały kąt i promień naroża to kolejne czynniki sprzyjające zmniejszeniu sił skrawania.
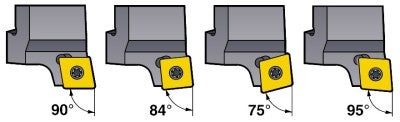
Kąt przystawienia / kąt PSIR podczas wytaczania zgrubnego
Kąt przystawienia (kąt PSIR) narzędzi wytaczarskich określa rozkład składowych siły skrawania w kierunku promieniowym i osiowym. Przy dużym kącie przystawienia (małym kącie PSIR) dominuje składowa w kierunku osiowym, przy małym kącie przystawienia (dużym kącie PSIR) – w kierunku promieniowym.
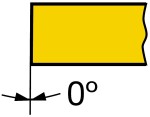
Kąt przystawienia 90° (PSIR 0°)
Pierwszy wybór do wytaczania ogólnego i stopniowego oraz do obróbki występów.
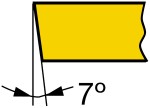
Kąt przystawienia 84°/75° (PSIR 6°/25°)
Do obróbki przerywanej, w przypadku obecności wtrąceń w materiale obrabianym, do wytaczania otworów w zestawach materiałowych, itp. Tylko do otworów przelotowych.
Kąt przystawienia 95° (PSIR -5°)
Do obróbki z wysokimi posuwami lub przy zastosowaniu płytek wiper w celu uzyskania lepszej chropowatości powierzchni w stabilnych warunkach skrawania.
Płytki dodatnie

Płytki ujemne
Geometria i gatunek płytki wytaczarskiej
Materiał przedmiotu obrabianego, typ czynności i warunki obróbki decydują o wyborze geometrii i gatunku płytki. Do wytaczania używa się płytek tokarskich; dowiedz się więcej o wyborze właściwej płytki do toczenia.
Zalecenia
- Stosować geometrie do obróbki zgrubnej do obróbki z dużą głębokością
- Stosować geometrie średnie do obróbki z małą głębokością lub aby usprawnić łamanie wiórów
- Duży promień naroża (RE) płytki zwiększa bezpieczeństwo obróbki i pozwala stosować wyższe posuwy, ale może też powodować powstawanie drgań. Zalecany początkowy promień naroża wynosi 0,8 mm (0.031 cala)
Zagadnienia dotyczące obrabiarki do wytaczania zgrubnego
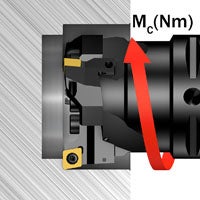
Przy obróbce zgrubnej należy upewnić się, że obrabiarka dysponuje wystarczającą mocą i momentem obrotowym do wykonania obróbki danego typu. Posuw, liczba ostrzy skrawających, średnica otworu i głębokość skrawania to parametry mające największy wpływ na pobór mocy przez napędy obrabiarki.
Wytaczanie otworów o dużych średnicach
Otwory o dużych średnicach wymagają większego momentu obrotowego niż otwory o małych średnicach. W narzędziach do zgrubnego wytaczania otworów o dużych średnicach stosowane są większe płytki, które mogą pracować z większymi głębokościami skrawania niż narzędzia do otworów o małych średnicach. Należy upewnić się, że obrabiarka dysponuje wystarczającą mocą i momentem obrotowym.
Wytaczanie otworów nieprzelotowych

Przy obróbce otworu nieprzelotowego bardzo ważną sprawą jest zadbanie o wydajne i prawidłowe odprowadzanie wiórów.
- Właściwe parametry skrawania mają kluczowe znaczenie dla prawidłowego formowania wiórów
- Należy upewnić się, że wióry nie zakleszczają się lub nie powodują zużycia płytki
- Ciśnienie i natężenie przepływu chłodziwa powinny być wystarczające do odprowadzania wiórów
- Efektywne odprowadzanie wiórów jest trudniejsze przy obróbce na obrabiarkach pionowych niż poziomych
Wytaczanie przerywane
Skrawanie przerywane (np. obróbka otworów przecinających się) stanowi spore wyzwanie ze względu na warunki skrawania.
- Zastosować udarny gatunek.
- W stabilnych warunkach zastosować mocną ujemną płytkę kwadratową o kształcie podstawowym, sprzyjającą zwiększeniu bezpieczeństwa obróbki.
- Jeśli obróbka odbywa się z bardzo dużymi przerwami, zmniejszyć parametry skrawania
Wytaczanie i wtrącenia w odlewach

Wtrącenia w przedmiotach odlewanych przyspieszają zużycie płytek.
- Zastosować udarny gatunek.
- Zmniejszyć parametry skrawania
- Zastosować mocną ujemną płytkę kwadratową o kształcie podstawowym, sprzyjającą zwiększeniu bezpieczeństwa obróbki i ograniczeniu zużycia
Wytaczanie otworów wypalanych gazem

W otworach wypalanych gazem mogą występować lokalne stwardnienia przyspieszające stępienie ostrzy płytek.
- Zastosować udarny gatunek.
- Zmniejszyć parametry skrawania
- Zastosować mocną ujemną płytkę kwadratową o kształcie podstawowym, sprzyjającą zwiększeniu bezpieczeństwa obróbki i ograniczeniu zużycia
Duża głębokość skrawania podczas wytaczania
Jeśli zastosowanie wymaga bardzo dużej głębokości skrawania, można rozważyć użycie alternatywnej metody obróbki - wytaczania stopniowego. Należy upewnić się, że obrabiarka dysponuje wystarczającą mocą i momentem obrotowym.
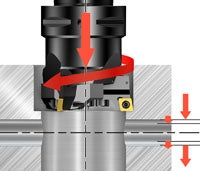
Wytaczanie otworów niewspółosiowych
Jeśli osie otworu wstępnego i narzędzia wytaczarskiego nie leżą w jednej linii, głębokość skrawania z jednej strony otworu może być bardzo duża. Zjawisko to często występuje w przedmiotach odlewanych.
Dobrym rozwiązaniem w takiej sytuacji jest wytaczanie stopniowe, pozwalające na obróbkę z dużą głębokością skrawania. Niesymetrycznie rozłożone siły skrawania prowadzą do ugięcia narzędzia i powstawania odchyleń osi lub drgań, szczególnie przy obróbce za pomocą zespołów narzędzi na długich wysięgach.
Lista kontrolna zastosowań do wytaczania zgrubnego

- Proponujemy produktywne wytaczanie trój- lub dwuostrzowe, wytaczanie stopniowe lub jednoostrzowe
- Stosować jak największe złącze
- Stosować odpowiedni kąt przystawienia
- Zadbać o właściwą kontrolę wiórów. Wióry krótkie/twarde mogą powodować drgania; wióry długie mogą być przyczyną pogorszenia jakości wykończenia powierzchni lub wyłamywania się płytki
- Obróbka pozioma i zastosowanie cieczy obróbkowej poprawiają odprowadzanie wiórów przy wytaczaniu otworów nieprzelotowych
- Wybrać odpowiednią geometrię i gatunek płytki:
- Należy stosować jak najkrótszy wysięg i używać wytaczaków z funkcją tłumienia drgań do wysięgów większych niż czterokrotność rozmiaru złącza
- Stosować odpowiednie parametry skrawania i dobrać właściwy wysięg.
Uwaga: Nie stosować równocześnie maksymalnego zalecanego posuwu i głębokości skrawania. Maksymalna prędkość początkowa, umożliwiająca prawidłowe odprowadzanie wiórów wynosi 200 m/min (656 stóp/min) - Duży promień naroża (RE) płytki zwiększa bezpieczeństwo obróbki i pozwala stosować wyższe posuwy, ale może też powodować powstawanie drgań. Zalecany początkowy promień naroża wynosi 0,8 mm (0.031 cala)
- Stosować płytki o dodatnim kształcie, pracujące z mniejszymi siłami skrawania niż płytki ujemne
- Płytki o ujemnym kształcie podstawowym należy stosować w stabilnych warunkach obróbki ze względu na ekonomiczne wykorzystanie narzędzi oraz w zastosowaniach wymagających użycia mocnych płytek i dużego bezpieczeństwa obróbki
- Zbyt małe zagłębienie ostrza skrawającego może spowodować zwiększenie drgań powodowanych tarciem podczas skrawania
- Sztywne mocowanie z czołową powierzchnią styku z wrzecionem sprzyja poprawie stabilności
- Zbyt duże zagłębienie ostrza (duża głębokość skrawania i/lub posuw) może powodować zwiększenie drgań
- Należy upewnić się, że obrabiarka dysponuje wystarczającym momentem i mocą do wykonania wytaczania danego typu
- Płytki wiper można stosować w celu poprawy chropowatości powierzchni lub zwiększenia posuwu, nie są jednak zalecane w niestabilnych warunkach i na długich wysięgach
- Należy zadbać o odpowiednie mocowanie wytaczaka i przedmiotu obrabianego
- Zastosowanie cieczy obróbkowej usprawni odprowadzanie wiórów, zwiększy trwałość i pozwoli uzyskać otwór o lepszej geometrii
- Chcąc uzyskać optymalną wydajność wieloostrzowych narzędzi wytaczarskich, zaleca się przeprowadzać obróbkę przy zastosowaniu wyższych zakresów zalecanej głębokości skrawania i posuwu, zwłaszcza na długich wysięgach. Uwaga: Nie stosować równocześnie maksymalnego posuwu i maksymalnej głębokości skrawania
- Produktywne wytaczanie pozwala uzyskać maksymalną prędkość posuwu. Jeśli zastosowanie wymaga obróbki z bardzo dużą głębokością skrawania, większą produktywność można uzyskać stosując wytaczanie stopniowe, umożliwiające skrócenie czasu jednostkowego i zmniejszenie liczby wykorzystywanych narzędzi
Zobacz także zalecenia ogólne w rozdziale Jak stosować wytaczanie.
Odczytaj zalecany moment dokręcenia w poniższej instrukcji użytkowania.

