ワーク回転穴あけ加工

ワーク回転穴あけ加工とは?
ワーク回転穴あけ加工では、ドリルではなくワーク (加工物) が回転します。この方法で最も重要なことは、ドリルが機械の中心線に一致していることを確認することです。
ワーク回転穴あけ加工の推奨アライメント
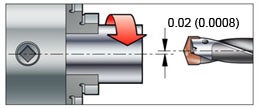
最高のパフォーマンスを得るために、工具の振れまたはTIR(合計インジケータ値)を最小にします。
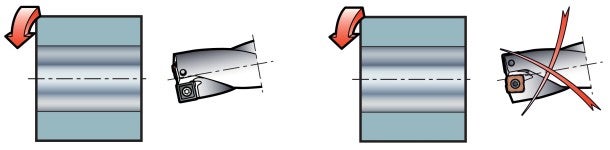
注意: 刃先交換式ドリルは、穴やディスクの底面に小さなセンターコアを形成します。コアのサイズは0.05-0.15 mm の範囲内にする必要があります。範囲外になると刃先の破断、びびり、オーバーサイズ穴およびドリル本体の摩耗を引き起こす可能性があります。ドリルの角度を変えると、取付け位置に応じてコアのサイズが変化します。
超硬ソリッドドリル
刃先交換式ドリル
ヘッド交換式ドリル
ワーク回転ドリルのアライメント
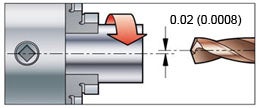
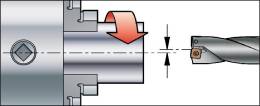
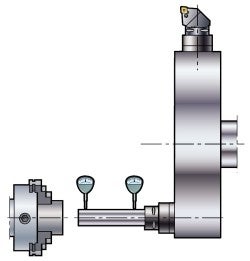
ドリルのアライメントは主軸と平行になっている必要があります、平行でない場合、オーバーまたはアンダーサイズの穴、あるいは漏斗形状の穴となってしまう可能性があります。測定はダイヤルインジケータとテストバーを使用して行います。
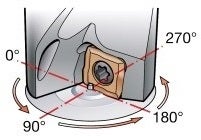
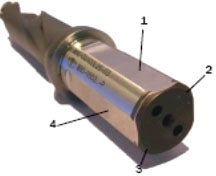
4面平取り付きドリル(刃先交換式ドリル)
ドリルシャンクの周囲に対して等しい位置関係になるように位置決めされた4面平取り付きドリルを使用します。平取り4箇所 (0°, 90°, 180°, 270°) それぞれにドリルを取り付けた状態で穴を作製します。穴の寸法は外周刃のワーク中心線に対する位置を示し、それによりまた機械のアライメントの状態を示すことにもなります。
タレットのたわみによるミスアライメント
特に大径ドリルを使用するときや送りfnを上げるときは切削抵抗が高くなりやすいため、CNC旋盤でタレットのたわみが発生することがあります。
低送りで1つ、高送りで1つ穴をあけ、両方の穴のサイズを測定して、安定性をテストします。穴のサイズが大きく異なる場合、タレットはたわみが生じる傾向にあります。
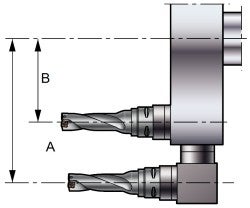
タレットのたわみを最小にするには
最初に、工具をさまざまな位置に取り付けることによって、てこの長さをできるだけ短くできるかどうかをチェックします。工具は常にできるだけタレットの中心近くに取り付けます。工具位置Bの方が工具位置Aより望ましいです。
この位置が困難な場合、1回転当たりの送り (fn) を下げて、送り分力を減らします。同じ生産性を維持するために切削速度 vc を上げることができます、これにより送り分力が影響を受けることはありません。
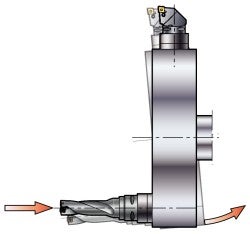
刃先交換式ドリルでは、タレットのたわみ/ミスアライメントが避けられない場合は、図に示したように外周刃を左向きに取り付けて、ドリル本体の摩耗を防止する必要があります。