
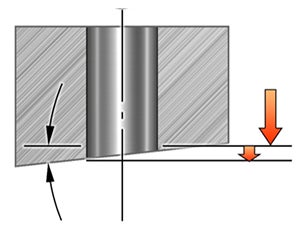
不規則な表面の穴あけ加工
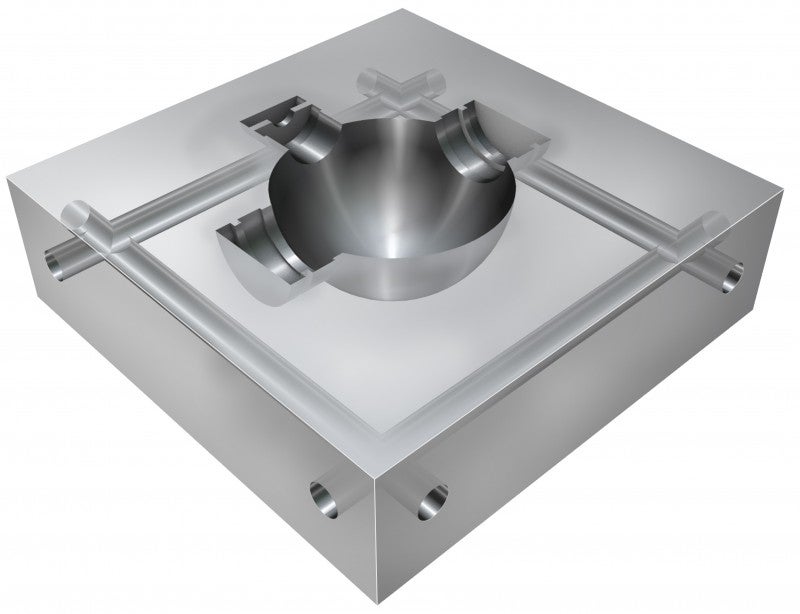


刃先交換式ドリル
不規則な表面の穴あけ加工
不規則
凸
凹面
- びびりの傾向を最小化し、たわみの影響を低減するために、できるだけ短いドリルを使用する
- 切削速度の推奨初回試行値と最低推奨送り
- 凹面のRがドリル半径と同じかそれより小さい場合は、6–7×DCには推奨しない
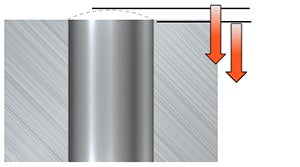
下穴加工済み
- 中心刃と外周刃の切削抵抗のバランスを許容レベルに収めるには、下穴の大きさをDC/4以下にする必要があります

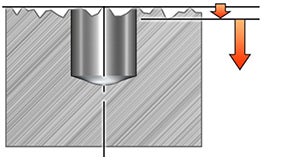
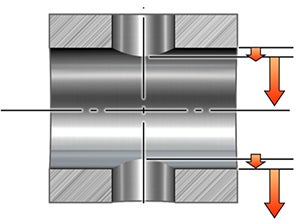
交差穴加工
課題:
- 切りくずの排出に問題があり、加工が困難なことがある
- 交差部のバリ取りが困難であるため、 バリの発生をできるだけ少なくする必要がある
- 通常の穴あけよりも工具の摩耗が激しくなる
ガイドライン:
- 穴径が異なる場合:バリの発生を減らすために、大きい方の穴を先に開ける
- 穴交差時の最低推奨送りから開始する
- 切りくずの長い被削材では、穴を交差しながら切りくずが排出されるため推奨されない
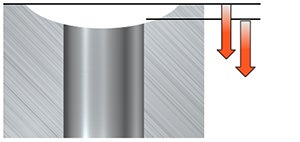
傾斜面の切込み/抜け際の穴あけ加工
刃先に不均一で過大な力がかかる
- ドリルがワークに切込む/から抜けるときに断続切削が発生する
- びびりが発生する可能性が高くなります
- 穴あけ形状が歪むことがある
- 通常の穴あけよりも工具の摩耗が激しくなる
一般的な推奨事項:
- 安定性が重要です。小さな長径比が公差の維持に役立つ
- 大きな傾斜のあるワークに切込む場合は、フライス加工で小さな平面を作成することを推奨
傾斜面または傾斜面、切込み
- びびりの傾向を最小化し、たわみの影響を低減するために、できるだけ短いドリルを使用する
- 最低推奨切削速度と最低推奨送りの1/3(またはそれ以下)で開始し、完全に噛み合ったら通常の送りに戻します
- 4–5×DC 傾斜入口は最大15ºの角度にすることができます
- 6–7×DC 傾斜した入口は最大10ºの角度にすることができます

傾斜面または傾斜面、抜け際
- びびりの傾向を最小化し、たわみの影響を低減するために、できるだけ短いドリルを使用する
- 切削速度および最低推奨送り(またはそれ以下 )の推奨初回試行値
- 4–5×DC 傾斜出口は最大15ºの角度にすることができます
- 6–7×DC 傾斜出口は最大5º の角度にすることができます
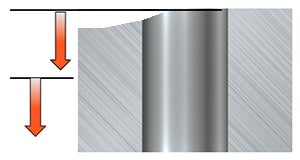
非対称曲面の穴あけ加工
- 傾斜面のように、ドリルが中心から外側に曲がるのを最小限にするために、できるだけ短いドリルを使用する
- 凹面の場合、送りを初期貫通速度の1/3に下げる
- 曲面の半径はドリル半径よりも大きくなければならない
- 6–7×DCドリルには推奨できません
ヘッド交換式ドリル
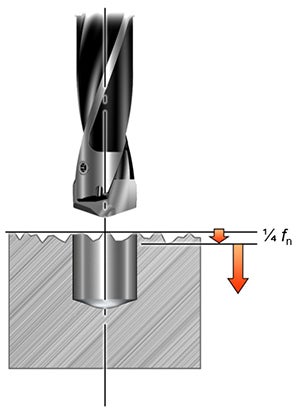
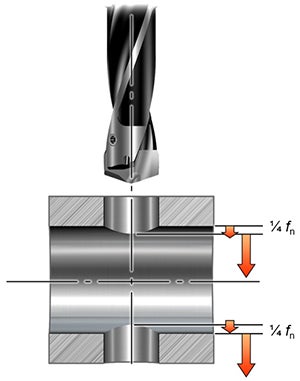
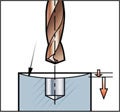
凹凸面
- チッピングを防止するために送り速度を通常の1/4に下げる
- 不安定な加工条件の場合は、パイロット穴をあけるか(短いコロドリル® 870の使用が望ましい)、スポットミルにより平面を作成する
凸面/凹面
凸
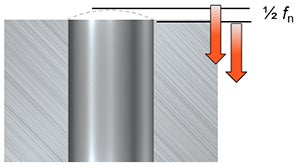
凹面
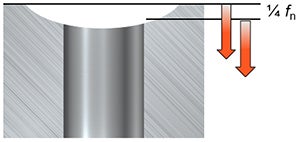
- 穴は表面に対して垂直でなければなりません
- 表面の最小推奨半径
- 凸面:4×DC
- 凹面:1×DC
- 安定した加工条件を確保し、できるだけ短いドリルを使用する
- 切り込み時の送りを下げる
- 凸:通常の1/2
- 凹面:通常の1/4
- 良好な加工条件下と比較して穴品質および工具寿命に影響を与えることがある
- 半径が推奨値より小さい場合は、パイロット穴またはスポットミルをあけて平面を作成する
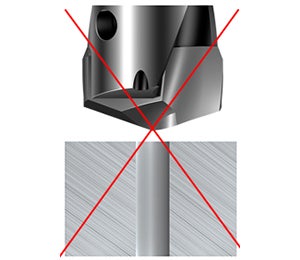
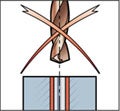
下穴加工済み
- 刃先のチッピングの危険性があるため推奨しない
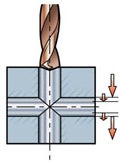
交差穴加工
課題:
- 切りくずの排出に問題があり、加工が困難なことがある
- 交差部のバリ取りが困難であるため、 バリの発生をできるだけ少なくする必要がある
- 通常の穴あけよりも工具の摩耗が激しくなる
ガイドライン:
- 内部バリの発生を最小限に抑えるために、必ず大きい方の穴を最初に開けてください
- 交差する穴の推奨最小径は2×DCです(ただし、チップの中心が最初にワークに切込むようにするため)
- 安定した加工条件を確保し、できるだけ短いドリルを使用する
- 穴の出入り時の送りを1/4に下げる
- 退避送りを下げる
- 良好な加工条件下と比較して穴品質および工具寿命に影響を与えることがある
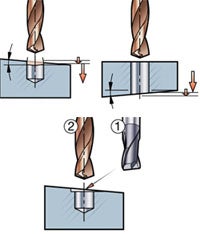
傾斜面の切込み/抜け際の穴あけ加工
刃先に不均一で過大な力がかかる
- ドリルがワークに切込む/から抜けるときに断続切削が発生する
- びびりが発生する可能性が高くなります
- 穴あけ形状が歪むことがある
- 通常の穴あけよりも工具の摩耗が激しくなる
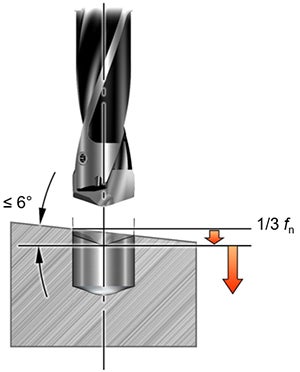
傾斜面または傾斜面、切込み
- 中心からコーナーまでの推奨最大角度は6度で、チップが最初にワークに食い込むようにする
- 安定した加工条件を確保し、できるだけ短いドリルを使用する
- 切り込み時の送りを通常の1/3に下げる
- 角度が大きい場合または長さが長い場合は、パイロット穴(短いコロドリル® 870の場合)をあけるか、スポットミルにより平面を作成する
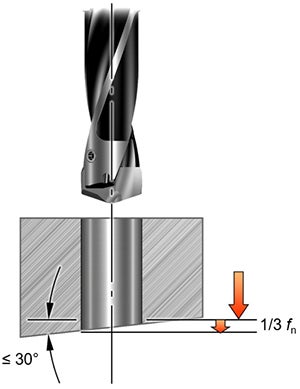
傾斜面または傾斜面、抜け際
- 推奨最大角度は30度です
- 安定した加工条件を確保し、できるだけ短いドリルを使用する
- 穴抜け時の送りを通常の1/3に下げる
- 退避送りを下げる
- 良好な加工条件下と比較して穴品質および工具寿命に影響を与えることがある
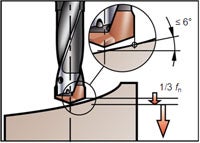
非対称曲面の穴あけ加工
ドリルが穴の中心線から離れる方向に曲がる原因になる
- まず、刃先の周辺部のみが接触する
- 傾斜面と似ているが同じではない
- 中心から隅までの推奨最大角度は6度です
- 安定した加工条件
- できるだけ短いドリルを使用する
- 切り込み時の送りを通常の速度まで下げる
- 良好な条件での穴あけ加工と比較して、穴品質および工具寿命が低下することがある
- 角度が大きい場合や長さが長い場合は、パイロット穴またはスポットミルをあけて平面を作成する
超硬ソリッドドリル
凹凸面
- ドリルの表面を貫通するときおよび/または穴から抜けるときにドリルを損傷することがある
- 小径ドリルでは、アライメントミス、穴のふらつき、さらには工具破損の原因となるたわみが発生する可能性があるため、特に注意してください
- チッピングのリスクを軽減するために、完全な径に達するまでは送りを推奨速度の25%に下げる

凸面
- 半径がドリル径の4倍>、穴が半径に対して垂直であれば加工可能
- 送り:全径加工まで推奨速度の50–100%
- または、穴あけの前に表面に小さなフラットをフライス加工します

凹面
- 凸面の曲率半径がドリル径の>15倍で、凸面に対して垂直に穴あけ可能
- 完全な径が切削に入るまでは、送りを推奨速度の30%に下げる
- または、穴あけの前に表面に小さなフラットをフライス加工します
下穴加工済み
- 刃先のチッピングの危険性があるため推奨しない
交差穴加工
課題:
- 切りくずの排出に問題があり、加工が困難なことがある
- 交差部のバリ取りが困難であるため、 バリの発生をできるだけ少なくする必要がある
- 通常の穴あけよりも工具の摩耗が激しくなる
一般的な指針:
- ドリルが既存の穴を通過するため、通常は送りを下げる必要があります
- 穴径が異なる場合:バリの発生を抑えるために、最も大きな穴を先に開ける
- 穴あけ深さが12×D未満の場合は、既存の穴と交差するときに送りを推奨速度の25%に下げる
- 穴径が異なる場合:バリの発生を抑えるために、先に大きい方の穴をあける
傾斜面の切込み/抜け際の穴あけ加工
刃先に不均一で過大な力がかかる
- ドリルがワークに切込む/から抜けるときに断続切削が発生する
- びびりが発生する可能性が高くなります
- 穴あけ形状が歪むことがある
- 通常の穴あけよりも工具の摩耗が激しくなる
一般的な推奨事項:
- 安定性が重要です。小さな長径比が公差の維持に役立つ
- 大きな傾斜のあるワークに切込む場合は、フライス加工で小さな平面を作成することを推奨
- 最大10°の傾斜
- 完全な径が切削に入るまでは、送りを推奨速度の30%に下げる
- 傾斜角が10度以上
- 穴あけには推奨できません
- 傾斜角が大きい場合は、小さな平面をフライス加工してから穴あけを行う
非対称曲面の穴あけ加工
- 使用不可 - 刃先の一部のみが切込み、チップが最初に表面に接触しない場合がある
- チッピングが発生する危険性が大きい
