Aubes de turbines

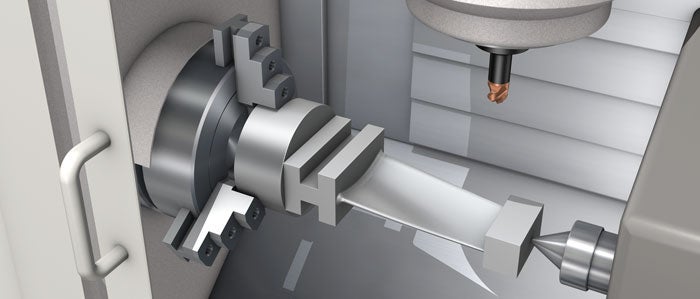
L'usinage d'aubes atteint de nouvelles performances
La compétitivité de l'usinage d'aubes de turbines à gaz et à vapeur est un défi car ces pièces regroupent la plupart des caractéristiques les plus difficiles à usiner :
- l'usinabilité des matières dans lesquelles sont faites les pièces est variable (certaines matières nécessitent des plaquettes spécifiques),
- des quantités très importantes de matière doivent être enlevées et de bons états de surface doivent être produits (sans effets négatifs sur les aubes, notamment des contraintes résiduelles),
- la forme des pièces est complexe (certaines aubes demandent une programmation FAO avancée avec les meilleures méthodes),
- les aubes sont sujettes aux vibrations pendant l'usinage (pièces longues et minces qui demandent des outils avec une coupe légère capables d'absorber les vibrations),
- l'efficacité de la production est importante (production de grands volumes),
- plusieurs outils sont nécessaires et ils doivent être appliqués correctement (du simple surfaçage au profilage avec 4 ou 5 axes).
Il est de la première importance pour la productivité et pour les opérations successives d'appliquer une stratégie d'usinage bien pensée et d'apporter des améliorations continues. Un outillage novateur avec une application qualifiée est le seul moyen de surmonter les difficultés, en particulier pour les aubes rotatives.
L'ébauche du rhomboèdre et du profil aérodynamique à partir d'une ébauche afin d'obtenir la forme de base de l'aube est souvent au centre des préoccupations, surtout pour les aubes de taille moyenne, car elle représente l'essentiel de l'usinage. Les ébauches sont faites en acier inoxydable martensitique ou duplex ainsi qu'en titane ou en superalliages réfractaires. L'usinage ébauche a été pratiqué de différentes manières au fil des années, mais les fraises à plaquettes rondes et les fraises à bout sphérique sont désormais prédominantes en raison de leur capacité à produire des profils grâce à leur sécurité et à la résistance de leurs arêtes ; elles offrent aussi un bon dégagement.
Pour l'ébauche du rhomboèdre à la fraise, il est important d'avoir un grand engagement pour obtenir de bons résultats, l'idéal étant un engagement de 60 à 80 %. Pour y parvenir, le diamètre de la fraise doit être adapté et sa trajectoire doit être prévue de la manière la plus avantageuse possible. Il est tout aussi important de rechercher un bon équilibre entre l'avance, la profondeur de coupe, la taille, la géométrie et la nuance des plaquettes, le pas de la fraise et les forces de coupe afin d'optimiser les performances, la sécurité et les résultats.
L'ébauche de la tête et du pied des aubes, et en particulier l'usinage de la transition entre le profil aérodynamique et l'épaulement, est une opération qu'il est important de bien réussir car elle demande l'enlèvement de quantités importantes de matière ; les fraises à plaquettes rondes utilisées pour le profilage du rhomboèdre ne sont pas adaptées à cette opération en raison de l'angle et de l'épaulement. Pour effectuer cette opération avec efficacité, il est nécessaire d'utiliser une solution spéciale.
La semi-finition et la finition des aubes demandent aussi de bons outils et des méthodes adaptées afin de produire une qualité élevée avec efficacité. Pour cela, on utilise des fraises à plaquettes rondes, des fraises carbure monobloc en bout et des fraises à surfacer que l'on applique avec des méthodes avancées adaptées à la taille et à la forme de l'aube ainsi qu'à la machine employée et aux possibilités de programmation disponibles.
Ebauche du rhomboèdre
Pour l'ébauche du rhomboèdre, la méthode la plus utilisée est l'entrée en coupe directe dans la matière. Cette approche n'est pas optimale pour la durée de vie et la productivité. Nous recommandons une entrée en coupe par interpolation circulaire en avalant et en maintenant la fraise engagée en permanence. De cette manière, l'avance est augmentée et la durée de vie de l'outil est plus longue.
CoroMill 600 est la fraise idéale pour l'ébauche du profil et les opérations de semi-finition. Le corps de la fraise de conception optimisée, les nuances et géométries spécifiquement mises au point et le système de bridage des plaquettes iLock™ breveté rendent cet outil idéal pour l'usinage du profil aérodynamique et du rhomboèdre.
Nouveau concept pour le fraisage d'aubes
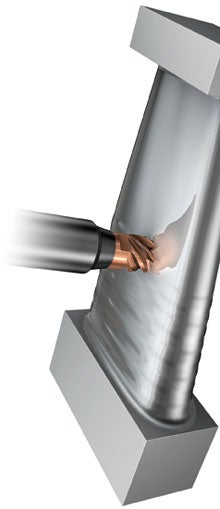
Profil aérodynamique

Les aubes de turbines modernes optimisent le rendement grâce à des géométries de surface complexes. L'usinage de ces surfaces demande donc la mise au point de stratégies d'usinage soignées.
Sandvik Coromant possède des connaissances et des fraises de qualité pour l'ébauche, la semi-finition et la finition du profil aérodynamique ; les fraises comprennent CoroMill 600, CoroMill 300, CoroMill 316 et CoroMill Plura.



Epaulement et moyeu

L'ébauche du rayon de congé entre la tête ou le pied et le profil aérodynamique des aubes est une opération exigeante et lente qui demande plusieurs outils spéciaux.
La fraise conique en bout à plaquettes indexables (solution spéciale) combine le meilleur de la technologie CoroMill en un seul et même outil spécifique qui permet de produire des surfaces prêtes pour les opérations de finition. La finition s'effectue avec des fraises CoroMill Plura. Les gains de productivité sont considérables.
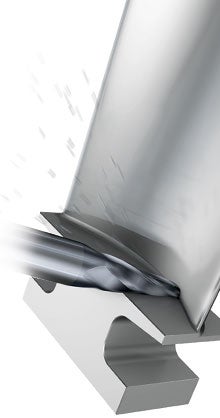
Tête et pied d'aube

Pour le surfaçage des têtes et pieds d'aubes, entrer en coupe par la méthode de l'interpolation circulaire. Décaler la fraise par rapport au centre pour produire des copeaux plus fins en sortie. Il y aura ainsi moins de vibrations et il sera possible d'appliquer des avances plus élevées.
CoroMill 490 est une nouvelle solution moderne avec une conception unique basée sur un grand angle de coupe axial et des arêtes de coupe positives vives. CoroMill 490 offre des états de surface de qualité supérieure pour les têtes et les pieds.




Rainure de montage

La taille de l'aube ainsi que la position et la forme de la rainure déterminent la stratégie d'usinage. L'utilisation d'une fraise grande avance pour l'ouverture de la rainure est souvent une méthode efficace.
Le premier choix pour l'ébauche de la rainure est la fraise grande avance CoroMill 316 avec une trajectoire en ramping. CoroMill Plura est une solution polyvalente pour la finition des rainures avec une longueur d'arête de coupe couvrant les différentes profondeurs de la rainure.

Nouveau concept pour le fraisage d'aubes
CoroMill 600 est une fraise moderne et novatrice de conception entièrement nouvelle basée sur une combinaison d'avant-garde exclusive d'éléments d'outillage. Elle a été développée pour l'ébauche et la semi-finition des aubes de turbines pour la production d'électricité. C'est une fraise à plaquettes rondes qui permet une toute nouvelle approche des problèmes posés par l'usinage des aubes.
Ce nouveau concept comporte quatre nouveaux éléments :
- L'interface des logements de plaquettes a récemment pris une nouvelle importance en raison de ses effets étendus sur les possibilités disponibles. Le concept iLock a été introduit pour les outils de coupe à plaquettes indexables afin de garantir un positionnement parfait des plaquettes dans les logements. Il est plus facile d'indexer les plaquettes ou de les remplacer, même avec des gants. La conception soignée des rails et gorges inclut des formes et des tailles idéales pour obtenir un effet considérable sur la stabilité, la précision, la sécurité et la manipulation des plaquettes. En conséquence de cela, les plaquettes des fraises CoroMill 600 ne dépendent plus de points d'appui latéraux pour la fixation et il devient possible de créer de nouvelles géométries de plaquettes optimisées qui n'étaient pas envisageables auparavant. De nouvelles possibilités s'ouvrent pour l'action de coupe, la variation des géométries de coupe le long des arêtes, l'optimisation de l'avance, etc.
- Le corps des fraises CoroMill 600 est d'une conception entièrement nouvelle. Il est optimisé pour le fraisage de courbes tel qu'on l'effectue avec 4 ou 5 axes sur les aubes de turbines. La forme et le dégagement des corps de fraises permettent d'étendre les possibilités d'optimisation des trajectoires d'outil ; ils offrent aussi une plus grande sécurité de l'usinage et une meilleure évacuation des copeaux. Le pas différentiel réduit la tendance aux vibrations.
- Les nouvelles géométries de plaquettes pour CoroMill 600 s'étendent de la coupe légère à moyennement lourde. Les plaquettes sont brutes de frittage et sont fabriquées avec les dernières technologies. Les plaquettes pour coupe légère offrent des performances aussi bonnes - et souvent meilleures - que les plaquettes rectifiées avec une géométrie similaire. Elles ont des arêtes positives vives et particulièrement résistantes avec une micro géométrie optimisée pour les différents types de matières dans lesquelles sont faites les aubes.
- Une nouvelle nuance de coupe a été développée pour les fraises CoroMill 600. C'est une toute nouvelle nuance CVD conçue et optimisée spécialement pour le fraisage d'aubes de turbines qui permet d'améliorer les performances dans une grande variété d'aciers inoxydables martensitiques. Elle associe un nouveau substrat, un nouveau revêtement et un procédé de fabrication spécifique. D'autres nuances complémentaires avec revêtement CVD et PVD sont aussi disponibles pour d'autres matières dans lesquelles sont faites les aubes de turbines. Ce sont des solutions bien établies et éprouvées.
- L'arrosage haute pression, l'air comprimé ou la micro lubrification sont d'autres caractéristiques disponibles avec les fraises CoroMill 600. Le concept HP standard est disponible sur chaque logement de plaquette ainsi qu'un jet optionnel dirigé de manière à améliorer la formation des copeaux. Ce type d'arrosage permet de créer un coin hydraulique facilitant la formation des copeaux dans les matières exigeantes, ou, avec l'air comprimé, d'améliorer l'évacuation des copeaux, ce qui est un facteur clé dans l'usinage d'aubes lorque la vitesse de coupe est relativement faible.

Usinage ébauche

Des logements de plaquettes avec une technologie exclusive
Usinage du profil aérodynamique
L'usinage semi-finition et finition du profil aérodynamique demande un choix soigné des outils. Le choix est basé sur la taille des aubes, la machine et la méthode. Pour obtenir les meilleurs résultats, le choix des outils doit tenir compte de la quantité de matière à enlever et de la surface sculptée. La fraise à plaquettes rondes CoroMill 300 est une excellente fraise à profiler pour les machines 5 axes. Elle offre un bon dégagement, une action de coupe légère et des capacités étendues pour la semi-finition. Elle autorise des avances élevées en semi-finition et elle existe en version à pas fin produisant peu, voire pas du tout de vibrations. Les plaquettes IC 12 et 8 mm dans différentes géométries et les différents diamètres et pas offrent un choix étendu pour obtenir des performances optimales.
La semi-finition et la finition du profil aérodynamique nécessite des passes de profilage avec des fraises en bout carbure monobloc CoroMill Plura ou des fraises à tête interchangeable CoroMill 316. L'opération de semi-finition influence l'état de surface qui sera produit lors de la dernière opération de finition. Le but est de créer une surépaisseur d'usinage très régulière, au besoin en effectuant deux passes de semi-finition. Les vibrations sont un paramètre qui peut dégrader la qualité des résultats, aussi est-il important de contrôler l'engagement de la fraise, l'avance, l'approche et l'action de coupe.
Le programme CoroMill Plura est une gamme moderne de fraises en bout carbure monobloc avec des nuances avancées pour toutes les matières. Les géométries ont été développées en fonction des exigences du fraisage avec les machines actuelles. La profondeur des goujures est conçue en fonction des types de coupes afin d'offrir la meilleure résistance d'ame et un espace suffisant pour l'évacuation des copeaux dans l'usinage des aubes.
Les opérations de fraisage en bout sont effectuées à l'aide de deux types d'outils qui se recouvrent partiellement, les fraises à plaquettes indexables et les fraises carbure monobloc. Le choix entre ces deux types d'outils dépend du diamètre d'outil nécesssaire, du type d'opération et de l'état de surface requis. Les fraises à plaquettes indexables n'ont pas de limite supérieure de diamètre, mais pour des raisons pratiques, leur diamètre minimum est limité à 12 ou 16 mm. Les fraises carbure monobloc, à l'opposé, peuvent avoir de très petits diamètres, de l'ordre de quelques dixièmes de mm, mais, en raison de leur prix, leur diamètre maximum est généralement limité à environ 25 mm.
Pour ce qui concerne le type d'opération et la finition, les fraises à plaquettes indexables sont flexibles, elles permettent des débits copeaux importants et elles sont bien adaptées à la plupart des opérations. Les fraises carbure monobloc ont des tolérances serrées, elles sont précises et elles produisent de bons états de surface, en particulier avec les grandes profondeurs de coupe axiales grâce à la longueur des arêtes radiales.
Alors que les fraises carbure monobloc sont des outils de précision d'un seul tenant de la queue aux arêtes de coupe, les fraises à plaquettes indexables comportent deux éléments, le corps et les plaquettes, qui permettent des variations et offrent des possibilités d'optimisation. Entre ces deux extrêmes, il existe une zone intermédiaire qui les recouvre partiellement et qui offre un potentiel pour des solutions d'outillage alternatives. Il s'agit d'une solution qui possède à la fois les avantages des plaquettes indexables et ceux des outils carbure monobloc ; elle couvre les petits et moyens diamètres de fraises en bout.
Le système de fraises à tête interchangeable CoroMill 316 possède la sophistication des arêtes de coupe des fraises carbure monobloc CoroMill Plura combinée à un accouplement avancé entre les têtes et les queues. Ce système convient à de nombreuses applications grâce au programme de têtes de coupe Plura et au choix de queues adaptées à toutes sortes de configurations de machines. Les fraises CoroMill 316 sont équilibrées par conception et autorisent des vitesses de rotation relativement élevées. Elles sont économiques et se manipulent aisément. Avec les grandes vitesses de rotation et les têtes de coupe à plusieurs dents, il est possible d'appliquer des avances et des vitesses élevées. Le concept des têtes de coupe interchangeables facilite grandement l'adaptation de la géométrie des fraises aux diverses matières usinées et aux conditions d'usinage. Les têtes de coupe sont conçues pour offrir une bonne stabilité d'usinage et réduire la tendance à la déflexion par le biais de l'hélice et des pas différentiels.
Un système d'accouplement d'avant-garde

Zone de l'épaulement et du moyeu des aubes
L'usinage des surfaces visant à produire le rayon de congé de la tête et du pied des aubes est généralement considéré comme une opération à part que l'on effectue avec des outils spécifiques. L'enlèvement de quantités importantes de matière lors de l'ébauche est une opération exigeante qui demande une fraise avec un débit copeaux important dans le fraisage latéral et en bout.
Les fraises coniques en bout sont idéales pour cela. Selon la taille de l'aube usinée, on pourra utiliser des fraises à plaquettes indexables ou des fraises carbure monobloc. Pour ces dernières, la gamme CoroMill Plura offre un choix étendu. Du point de vue de l'optimisation de la productivité, étant donné la quantité de matière à enlever, les fraises à plaquettes indexables spécialement conçues sont généralement la meilleure solution. Pour les opérations suivantes, les fraises à bout sphérique et les fraises cylindriques deux tailles conviennent bien. CoroMill 216 et 390 sont optimales pour cela.
Il s'agit toutefois d'une opération qui nécessite une solution spécifique. C'est pourquoi une fraise conique à bout sphérique spéciale à été conçue, intégrant le meilleur de la technologie CoroMill. Cet outil permet d'effectuer le fraisage ébauche des rayons de congé des têtes et pieds d'aubes après l'ébauche du rhomboèdre, et avant les opérations de finition. Il permet de former la zone de transition en vue de la semi-finition en une seule opération, ou, du moins, en un moins grand nombre de passes que bien des solutions existantes. Cette fraise peut être adaptée pour convenir à différentes tailles d'aubes grâce à des plaquettes indexables standard. Cet outil spécial à la pointe de la technologie apporte une nouvelle réponse à une opération exigeante et souvent longue avec des gains de productivité considérables.
Nouveaux développements dans l'ébauche et la finition avec des fraises coniques à bout sphérique