
Cómo elegir el husillo de la máquina
Elegir el adaptador del husillo de la máquina es una decisión clave, puesto que a menudo define las limitaciones de la eficiencia en el mecanizado. No hay una respuesta rápida a la pregunta de qué adaptador es el mejor, ya que realmente depende de las piezas que deben mecanizarse y de las operaciones que se lleven a cabo. No debe darse por hecho que las opciones de husillo que vienen por defecto en la máquina son necesariamente la mejor opción.
Requisitos del husillo de la máquina

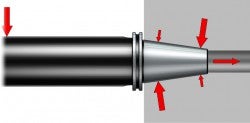
Cuando no está mecanizando, el adaptador de husillo de la máquina debe poder cambiarse rápidamente. Al mecanizar, es imprescindible que la unión entre el husillo de la máquina y el acoplamiento sea robusta, incluso cuando las fuerzas están afectando al adaptador. Es importante contar con un adaptador que proporcione una resistencia a la flexión y capacidad de par adecuadas.
- Resistencia a la flexión: necesaria para que el proceso de corte resulte estable cuando se trabaja con herramientas de voladizos largos o con cargas de corte pesadas
- Transmisión del par: las operaciones de gran diámetro son las más sensibles. La carga aplicada lejos de la línea central del husillo (Par=Fuerza × Radio) se debe contrarrestar con una mayor zona de contacto
- Posición central precisa de la herramienta: necesaria para ofrecer repetibilidad y una producción segura, que es especialmente importante para operaciones de torneado


Las características del acoplamiento para resistir fuerzas de flexión o fuerzas de corte radiales elevadas son:
- Diámetro de contacto mediante brida: el contacto mediante brida aumenta la base de la plataforma, reduciendo así el efecto palanca de la fuerza de corte
- Fuerza de sujeción: cuanto mayor es la fuerza de sujeción de un acoplamiento, mayor será la fuerza de corte necesaria para "quebrar" el acoplamiento
- Zona de sección transversal: la reducción del diámetro de la herramienta en relación al diámetro de contacto mediante brida reducirá la rigidez de la herramienta
- Transmisión del par: como vemos claramente en herramientas de gran diámetro y en torneado; la incapacidad de resistir el par se traducirá de inmediato en la pérdida de la altura central y de la precisión
Historia de los adaptadores de husillo de la máquina
El adaptador del husillo de la máquina ha evolucionado en paralelo a las máquinas. Algunos de los hitos más importantes han sido:
- Controlador de CN que resulta en el almacenamiento y cambio automático de la herramienta. Esto dio lugar a la adopción de tirantes y ranuras de agarre en el cono
- Incremento de las revoluciones del husillo
- Mecanizado multifunción, torneado, fresado y taladrado con el mismo adaptador
El primer adaptador conocido fue el cono Morse, desarrollado para operaciones de taladrado y que data del año 1868. Posteriormente se introdujo el cono 7/24, también denominado cono ISO en 1927. Las ranuras de agarre y los tirantes se añadieron para cambiar herramientas en la década de los 60, pero con tres variantes regionales: MAS-BT en Asia, ISO/DIN en Europa y CAT-V en EE.UU.

La desventaja del cono es la capacidad de resistencia a la flexión y rpm debido a la baja fuerza de sujeción y la falta de contacto con la punta del husillo. Esto dio lugar a nuevos desarrollos en los 90 como BIG-PLUS® (desarrollado en Japón por BIG Daishowa ), HSK (desarrollado en Alemania por el Comité DIN) y Coromant Capto® (lanzado en 1990 y el único sistema desarrollado para todo tipo de aplicación —torneado, fresado y taladrado— desde el principio).
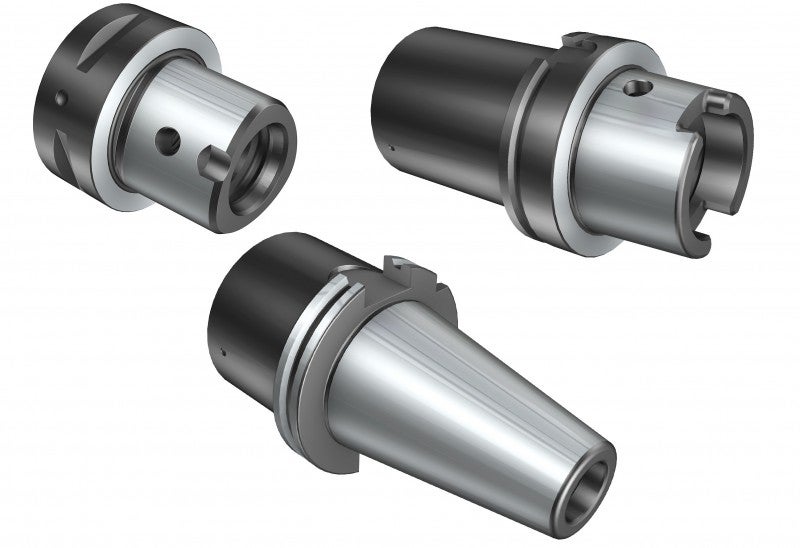
Tipos de adaptadores de husillos de máquina
La siguiente tabla muestra cuatro de los principales acoplamientos y una evolución paso a paso del cono tradicional hasta el sistema Coromant Capto®. Todos los adaptadores, excepto el BIG-PLUS®, son un estándar DIN, ISO o ANSI.
| Ángulo del cono | Contacto mediante brida | Método de sujeción | Transmisión del par | |
| Cono | 16.26° | No | Tirante | Chaveta de arrastre en el contacto mediante brida |
| BIG-PLUS® | 16.26° | Sí | Tirante | Chaveta de arrastre en el contacto mediante brida |
| HSK-A | 5.7° | Sí | Sujeción de segmento interior | Chaveta de arrastre en el cono |
| Coromant Capto® | 2.88° | Sí | Sujeción de segmento interior | Polígono |

Cono

BIG-PLUS®

HSK-A

Coromant Capto®
Cono 7/24
Para los conos, el ángulo siempre es el mismo. La ranura de agarre y la rosca del tirante pueden variar. Disponible como CAT, ISO, DIN y MAS BT.
BIG-PLUS®

BIG-PLUS® se desarrolla para aplicaciones de centros de mecanizado. El cono y la ranura de fijación son los mismos que en el cono tradicional; no obstante, las tolerancias más estrechas ofrecen contacto frontal, con el consiguiente aumento de la resistencia a la flexión. Un portaherramientas de cono estándar puede ajustarse a un husillo BIG-PLUS®; pero no es conveniente mezclarlos. Disponible como CAT, ISO, DIN y MAS BT.
HSK
HSK (DIN 69893) se desarrolla para centros de mecanizado. Incorpora contacto mediante brida y sujeción de segmento mediante cono hueco, eliminando la necesidad de incorporar tirantes de sujeción. Las chavetas de arrastre presentan diversas configuraciones en función de la variante y, en determinados casos, ninguna para aplicaciones de alta velocidad.
- Tipo A: mecanizado general, cargas de flexión elevadas y par moderado, cambio automático de herramientas
- Tipo B: aplicación fija, cargas de flexión moderadas, par elevado, aplicaciones especiales, cambio de herramientas automático
- Tipo C: mecanizado general, cargas de flexión elevadas y par moderado, cambio de herramientas manual (ref. Tipo A)
- Tipo D: aplicación fija, cargas de flexión moderadas, par elevado, aplicaciones especiales, cambio de herramientas manual (ref. Tipo B)
- Tipo E: aplicación de alta velocidad, husillos ligeros y rápidos, momentos de flexión y par reducidos, cambio automático de herramientas, equilibrio sencillo
- Tipo F: aplicaciones de velocidad moderada, mecanizado de materiales blandos, momentos de flexión y par medios, cambio automático de herramientas, equilibrio sencillo
- Tipo T: aplicaciones giratorias y estáticas con tolerancias más estrechas en la ranura guía (para el posicionamiento de la herramienta). No se precisa ningún "cuello" y, por tanto, la capacidad del momento de flexión es mayor
Nota: la mayoría de las máquinas con adaptador de husillo HSK-T aún precisan el cuello para el almacenamiento y el cambio automático de herramienta, lo que significa que se precisan herramientas HSK A/C/T

A

B

C

D

E

F

T

A/C/T
Coromant Capto®

Coromant Capto® (ISO 26623) cubre las ventajas de ambos, HSK y BIG-PLUS®, y ha eliminado la necesidad de usar chavetas de arrastre gracias al uso de un polígono cónico con contacto frontal. La resistente sección transversal del acoplamiento proporciona espacio para la sujeción de segmento con la mayor fuerza de sujeción posible, proporcionando así una resistencia a la flexión, una transmisión del par y una precisión de la posición central inigualables.
La mejora de la precisión radial y de la transmisión del par era necesaria para cubrir las exigencias de las 3 áreas de aplicación objetivo:
- Adaptador del husillo de la máquina: centros de mecanizado y tornos verticales
- Acoplamiento modular: centros de mecanizado
- Sistema de cambio rápido manual: tornos

Coromant Capto® es el adaptador más común para las máquinas multitarea dado que permite la implementación de aplicaciones estáticas (torneado) y rotativas (fresado/taladrado).

Recomendaciones del husillo de la máquina para diferentes tipos de máquina
Centros de mecanizado (sólo rotativo)
Se recomienda usar un adaptador de husillo con contacto mediante brida. BIG-PLUS® y HSK-A ofrecen suficiente estabilidad para la mayoría de las aplicaciones rotativas en centros de mecanizado. Para aplicaciones de mecanizado pesado debe considerarse utilizar Coromant Capto® C10 antes que un acoplamiento más grande como HSK-A 125 o SK60. Para aplicaciones con rpm elevadas, debe considerarse utilizar HSK-E o F.


Máquinas multifunción (estáticas y giratorias)
Coromant Capto® es el único acoplamiento capaz de hacer frente a los requisitos de par y resistencia a la flexión de las aplicaciones estáticas y giratorias.


Existen diferentes soluciones de mecanismos de sujeción del husillo, así como de producción de adaptadores de husillo. Sandvik Coromant trabaja en estrecha colaboración con fabricantes de máquinas-herramientas para hacer posible la integración de Coromant Capto® en las máquinas. El principal objetivo son los modelos de máquinas y adaptadores siguientes, en los que las ventajas de Coromant Capto® son mayores.
| C3 | C4 | C5 | C6 | C8 | C10 | |
| Centro de torneado | * | * | ||||
| Torno de mecanizado pesado | ||||||
| Torno de torneado vertical | ||||||
| Máquina multitarea | ||||||
| Centro de mecanizado con torneado | ||||||
| Centro de mecanizado, mecanizado pesado |
* Barras de mandrinar largas en centros de torneado grandes
Comparativa en cuanto a fuerza de sujeción
La sujeción del segmento interior utilizada para conos huecos (HSK y Coromant Capto®) puede proporcionar una fuerza de sujeción mayor que la proporcionada por el tirante de sujeción en un cono convencional. En la tabla se muestra la fuerza aplicada a los correspondientes adaptadores. La mayor sección transversal y longitud de acoplamiento de Coromant Capto® permiten utilizar fuerzas de sujeción muy superiores a las de HSK-A.
Fuente: Manual HSK, copyright 1999.
Big Daishowa (Sistema de husillo Big Plus)

Coromant Capto®
HSK-A
Cono (SK)
Comparación de transmisión del par y resistencia a la flexión
Cono: las chavetas de arrastre de radio grande proporcionan un buen accionamiento para aplicaciones giratorias.
HSK-A: un área de contacto reducida con las ranuras en el cono en lugar de en el diámetro de la brida (radio pequeño), por lo que no se recomienda para aplicaciones de par elevado.
Coromant Capto®: para aplicaciones de torneado se necesita precisión en el posicionamiento central, en cuyo caso el accionamiento poligonal presenta la mejor capacidad.

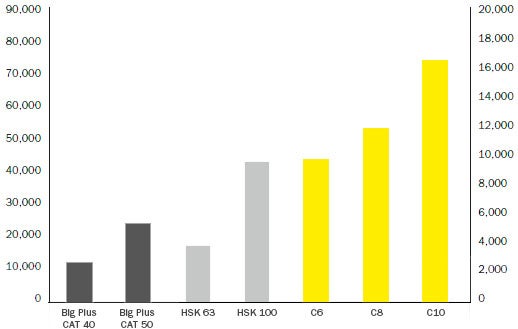
El tamaño del acoplamiento limitará la resistencia a la flexión y las rpm máximas. Un acoplamiento grande ofrece una buena resistencia a la flexión pero menores rpm mientras que un acoplamiento pequeño permite aplicar mayores rpm pero con una menor resistencia a la flexión.
En el siguiente diagrama se muestran las limitaciones de los respectivos acoplamientos a partir de cálculos teóricos (FEA) cuando se pierde el contacto con la cara (resistencia a la flexión) y se alcanza el límite de fatiga (par máximo).
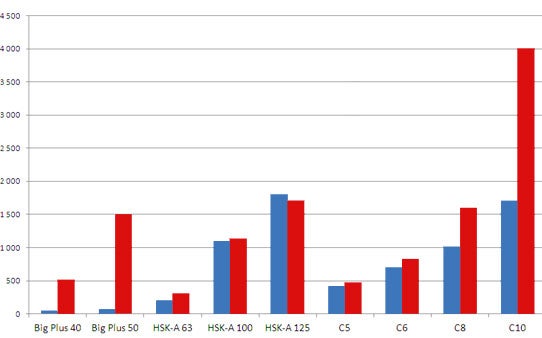
Azul: momento de flexión máximo (Nm)
Rojo: par máximo (Nm) respetando el límite de fatiga
BIG-PLUS® y HSK proporcionan una estabilidad suficientemente buena para la mayoría de aplicaciones giratorias pero, para máquinas multitarea, Coromant Capto es el único acoplamiento capaz de hacer frente a los requisitos de par y resistencia a la flexión.
| Acoplamiento | Tamaño y tipo de sujeción | Fuerza de sujeción (tirón o tirante) | Rpm máx. (dependiendo del husillo y los rodamientos) | |
| N | Libras | |||
| Cono BIG-PLUS® ISO/CAT/BT 7/24 | Cono 40 | 12000 | 2703 | 16000 |
| Cono 50 | 24000 | 5405 | 12000 | |
| HSK-A | HSK-A 63 | 18000 | 4054 | 20500 |
| HSK-A 100 | 45000 | 10135 | 12500 | |
| HSK-A 125 | 70000 | 15766 | 9500 | |
| Coromant Capto® | C5 | 32000 | 7207 | 28000 |
| C6 | 41000 | 9234 | 20000 | |
| C8 | 50000 | 11261 | 14000 | |
| C10 | 70000 | 15766 | 10000 | |
Ensayo estático de comparación de la resistencia a la flexión y la resistencia del par
La RWTH Aachen University de Alemania, que goza de una buena reputación, llevó a cabo una serie de pruebas estáticas en el laboratorio de máquinas-herramientas (WZL) para comparar la resistencia a la flexión y la resistencia al par de los diferentes adaptadores de husillo.
La medición en Coromant Capto® se realizó con dos fuerzas de sujeción: la misma que para HSK-A, (22 kN para C6 y 50 kN para C10) y, a continuación, la mayor fuerza de sujeción (45 kN para C6 y 80 kN para C10).
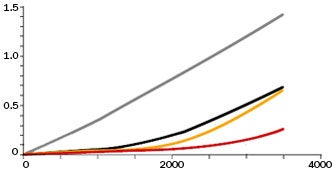
Estabilidad frente a la flexión
Desviación [mm/m]
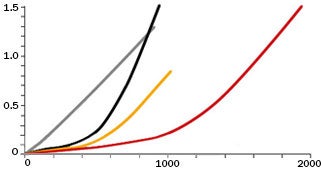
Momento de flexión [Nm]




C6- 45 kN
C6- 22 kN
HSK-A 63- 22 kN
Cono 7/24, tamaño 40-15 kN
Estabilidad frente a la flexión
Desviación [mm/m]
Momento de flexión [Nm]
C10- 80 kN
C10- 50kN
HSK-A 100- 50 kN
Cono 7/24, tamaño 50-25 kN
Los resultados ponen de manifiesto que, incluso con la misma fuerza de sujeción que HSK-A, el acoplamiento más fuerte presenta una resistencia a la flexión mejorada pero, con una fuerza de sujeción superior, la fuerza de vuelco es 2.88 veces mayor en C6 que en comparación con HSK-A 63 y 2.15 veces mayor en C10 en comparación con HSK-A 100.
Estabilidad del par
Desviación [mm/m]
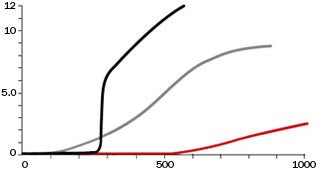
Momento de torsión [Nm]
C6- 46kN
HSK-A 63- 22 kN
Cono 7/24, tamaño 40-15 kN
Estabilidad del par
Desviación [mm/m]
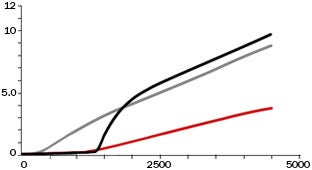
Momento de torsión [Nm]
C10- 50kN
HSK-A 100- 50 kN
Cono 7/24, tamaño 50-25 kN
Los gráficos muestran que Coromant Capto® C6 presenta una resistencia al par 2.29 veces mayor que HSK-A 63. El ángulo de torsión es 7.1 veces mejor. Las cifras correspondientes para C10 mostraron una resistencia del par 1.85 veces superior y un ángulo de giro 4.0 veces mejor que HSK-A 100.
