
Torneado con interpolación
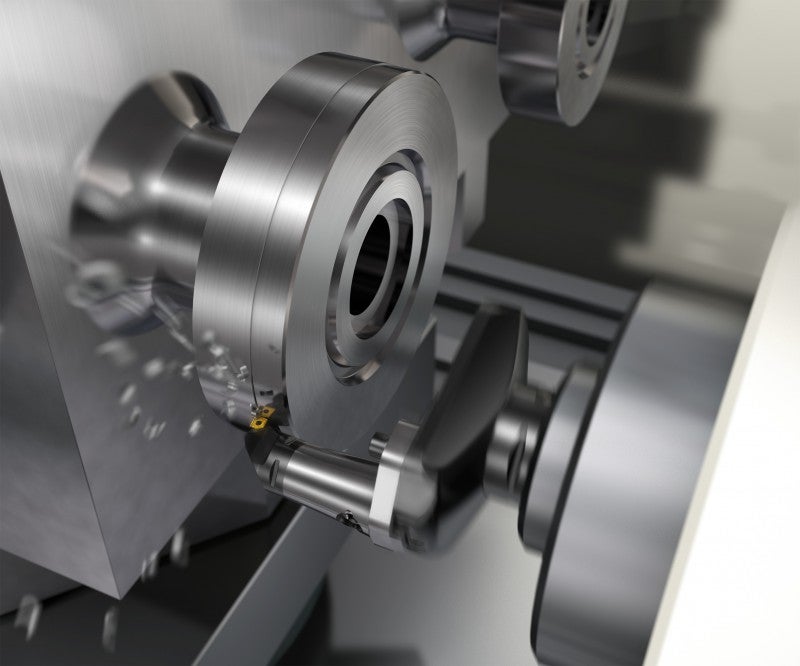
El torneado con interpolación ha sido desarrollado para centros de mecanizado avanzados y máquinas multitarea con eje B. Éste permite realizar una operación de torneado mediante la interpolación con los ejes X e Y en dirección circular y girando el husillo de la máquina a la vez que el contorno rotativo.
El diámetro del movimiento circular puede aumentarse o reducirse para efectuar operaciones de refrentado o combinarse con el eje Z para producir un agujero o un diámetro exterior.
Torneado con interpolación vs. método tradicional
Todas las máquinas han sido desarrolladas para ofrecer opciones multifunción. Pueden realizarse operaciones de torneado, taladrado y fresado en máquinas con cabezal móvil y centros de mecanizado de 5 ejes. Las operaciones de torneado utilizan el eje de la máquina para girar la pieza alrededor del eje de simetría del componente.
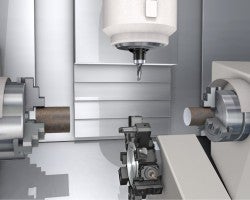

Las características simétricas en piezas asimétricas utilizan herramientas de mandrinar para diámetros paralelos en centros de mecanizado convencionales. No obstante, para los contornos, normalmente, es necesario aplicar interpolación circular a través del fresado o una cabeza en el eje W para generar la forma.
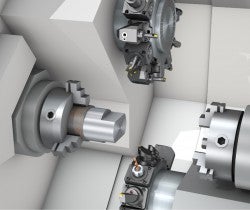
Aunque el torneado con interpolación no es comparable en eficiencia de mecanizado a las operaciones de mandrinado o torneado tradicionales, supone una alternativa viable al método tradicional.
El torneado con interpolación puede aplicarse al trabajar con piezas asimétricas de características simétricas como, por ejemplo, bridas, ranuras de juntas y agujeros no paralelos en máquinas nuevas.



Limitaciones del torneado con interpolación
Las limitaciones en cuanto al método y las máquinas son:
- Las revoluciones por minuto: velocidad del avance de mesa de X e Y
- El soporte de programación: ciclos CAM/postprocesadores
- El par del husillo: puesto que el motor del husillo gira a unas rpm relativamente bajas, la profundidad de corte de la operación de torneado no deberá ser excesiva.
- El adaptador de husillo: el acoplamiento debe poder transmitir un nivel de par superior al necesario por lo general para operaciones de fresado. Un cono 50 o Coromant Capto® presentan una transmisión del par superior a la solución HSK-A
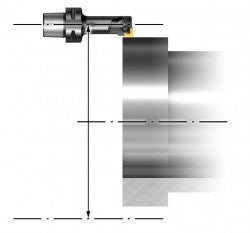
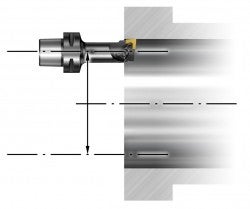
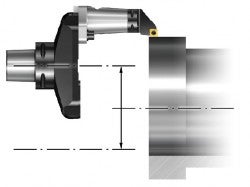
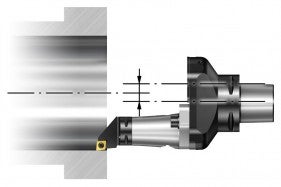
Las imágenes muestran la diferencias de avance de mesa entre el torneado con interpolación con compensación de herramienta tradicional y una herramienta diseñada para torneado con interpolación.
Principales beneficios del torneado con interpolación

- Una solución flexible, que permite utilizar centros de mecanizado con reglajes de herramientas modulares en lugar de máquinas de mandrinado específicas con cabezas de refrentado en el eje W
- El componente puede mecanizarse completamente sin necesidad de moverlo, lo cual es especialmente bueno para piezas grandes no simétricas
- Costes de inventario de herramientas reducidos
- Hay disponibles puentes de aluminio, material que contribuye a mantener el peso del montaje de herramienta dentro de la capacidad de cambio de la máquina-herramienta y del almacén
Consideraciones sobre las herramientas
- El radio de la herramienta debe mantenerse relativamente cerca del radio de la pieza que se está mecanizando para limitar el movimiento X e Y; por ejemplo, para un radio de pieza grande se deberá disponer de herramientas de corte con un gran radio o compensación desde el centro de rotación
- Al necesitar perfiles más largos, es bueno contar con un radio de herramienta más grande que el alojamiento del husillo. De este modo, se mejora la accesibilidad y la estabilidad del proceso, reduciendo a la vez la necesidad de utilizar herramientas largas y esbeltas
- Es necesario garantizar que el peso, el par y el diámetro de la herramienta respetan los límites de capacidad del almacén y el cambiador de herramientas
Soluciones de herramientas
Los conceptos modulares existentes se combinan para ofrecer soluciones personalizadas conforme a los requisitos de torneado con interpolación; cada una de estas soluciones tiene su posición en función del diámetro y la geometría de la característica de la pieza.








- Unidades de sujeción de cambio rápido Coromant Capto® con adaptador de corredera de herramienta de mandrinado de gran diámetro para unidades de corte de montaje axial e incidencia del alojamiento del husillo
- Adaptadores para máquinas combinados con unidades de corte Coromant Capto® de torneado, para características tanto interiores como exteriores
- Adaptadores de reducción excéntricos Coromant Capto® que ofrecen incidencia y aumentan el radio de la herramienta
- Barras de mandrinar antivibratorias con unidades de corte modulares para aplicaciones de mandrinado profundo
- Los adaptadores de torneado modulares y las cabezas de corte en adaptadores de máquina ofrecen una gran excentricidad e incidencia para perfilado
- Cartuchos y correderas integradas que permiten construir herramientas de gran diámetro para obtener incidencia en el alojamiento del husillo
- Unidades de sujeción Coromant Capto® radiales que proporcionan una mayor excentricidad

