
Equilibrado y RPM de la herramienta
El incremento de la velocidad de corte junto con unos requisitos de equilibrio más estrechos resulta en unas condiciones de equilibrado más complejas para todo el sistema de herramientas: husillo de la máquina, dispositivo de sujeción y sistema de herramientas.
Requisitos de equilibrado de la herramienta
El equilibrado conforme a la norma ISO 1940-1 suele intensificarse eligiendo además la siguiente mejor calidad de equilibrado (p. ej. G 2.5 en lugar de G 6.3). A menudo, esto no sólo no es necesario y resulta en costes elevados, sino que en muchos casos es inalcanzable.
Otro punto a tener en cuenta a la hora de calificar la carga del husillo debido al desequilibrio es que las fuerzas de corte dinámicas (p. ej. causadas por los cortes intermitentes de una fresa) suelen ser muy superiores a las fuerzas centrífugas provocadas por los desequilibrios residuales permisibles requeridos. El desequilibrio actúa a modo de excitación de velocidad armónica de la estructura de la máquina y la fuerza centrífuga generada surge del equilibrio y la velocidad rotativa.
Los requisitos de calidad del equilibrio de la herramienta para rotores rígidos comprendidos en ISO 1940-1 (p. ej. rotores electromotores, etc.) no pueden aplicarse correctamente a estos sistemas completos porque los husillos de la máquina, los dispositivos de sujeción y las herramientas tienen básicamente diferentes características:
- Los husillos de máquinas-herramientas, dispositivos de sujeción y herramientas son sistemas variables (p. ej. por el cambio de la herramienta en los centros de mecanizado)
- Debido a la imprecisión de la sujeción radial y angular, un cambio de herramienta reiterado en el husillo resulta en condiciones de equilibrado variables para todo el sistema
- Las tolerancias de ajuste de las piezas individuales (husillo, dispositivos de sujeción y herramienta) fijan límites para el proceso de equilibrado
Las imprecisiones de sujeción entre el sistema de herramientas y el husillo de la máquina-herramienta fijan límites a la repetibilidad de las condiciones de equilibrado y, debido a esto, los requisitos de equilibrado de los sistemas de herramientas rotativos deben tener en cuenta todos los parámetros básicos. El principal objetivo es limitar las interferencias del proceso, las cargas del sistema y las vibraciones de la máquina relacionadas con el desequilibrio.
Estas circunstancias dan lugar a un nuevo sistema para especificar los requisitos de equilibrado de los sistemas de herramientas rotativos. El estándar ISO 16084 describe los requisitos de equilibrado de los sistemas de herramientas rotativos teniendo en cuenta la carga real en los rodamientos del husillo provocada por el desequilibrio de la herramienta.
ISO 16084 especifica que la carga de los rodamientos provocada por el desequilibrio no debe superar el 1 % de la capacidad de carga dinámica de los mismos. En este estándar, todos los desequilibrios residuales permisibles se indican en (g.mm) y no están asignados a un nivel de calidad de clase G específico conforme a la norma ISO 1940-1 - Requisitos de calidad del equilibrio para rotores en estado constante (rígido).
Teoría de equilibrado de la herramienta
Los desequilibrios del rotor pueden estar ocasionados por el diseño, el material, la fabricación y el montaje. Cada rotor presenta una distribución individual del desequilibrio, incluso en las producciones en serie.
El equilibrado es un procedimiento por el cual se comprueba y, si es necesario, se ajusta la distribución del peso de un rotor. Esto se hace para garantizar que la fuerza de desequilibrio que actúa en los rodamientos del husillo en la velocidad de servicio respeta la capacidad de los rodamientos. También es necesario controlar la vibración de los muñones para asegurarse de que respeta los límites de frecuencia específicos.
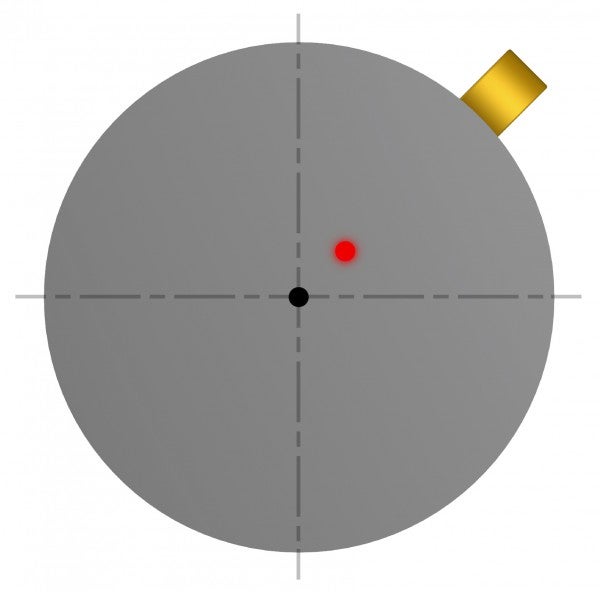
Desequilibrio, U (g.mm)
Es una medida utilizada para especificar cuánto peso distribuido de forma asimétrica se desvía radialmente del eje giratorio; consulte la siguiente imagen.
U = m × e
Excentricidad, e (µm)
La distancia entre el centro de giro y el centro de gravedad, consulte la siguiente imagen.
e = U / m
Fuerza desequilibrada, F (N)
El desequilibrio crea una fuerza centrífuga que aumenta en paralelo al desequilibrio y al cuadrado del número de revoluciones; consulte la fuerza centrífuga en la siguiente imagen.
F = U × ω2
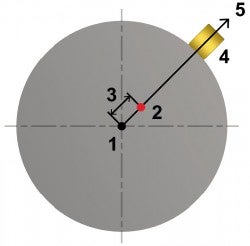
Teoría de equilibrado de la herramienta
- Eje giratorio
- Centro de gravedad
- Excentricidad
- Peso distribuido de forma asimétrica
- Fuerza centrífuga
Contrapeso
Para compensar las fuerzas centrífugas no deseadas, es posible retirar o añadir material para dirigir el centro de gravedad hacia el eje giratorio; consulte la siguiente imagen.
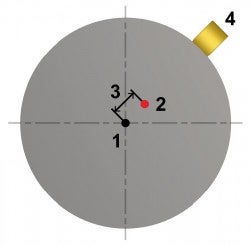
Desequilibrio
- Eje giratorio
- Centro de gravedad
- Excentricidad
- Peso distribuido de forma asimétrica
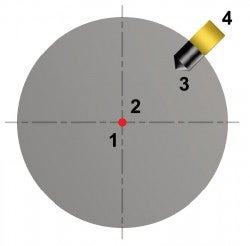
Equilibrado con agujero de compensación taladrado
- Eje giratorio
- Centro de gravedad
- Agujero de compensación de la broca
- Peso distribuido de forma asimétrica
Tipo de equilibrio conforme a ISO 1940-1 (G)
Al equilibrar una herramienta conforme a la clase G 2.5 de la norma ISO 1940-1 a 20.000 rpm, se permite un desequilibrio de 1 g.mm/kg (e=1 µm), consulte la siguiente tabla. Para que se haga una idea, una pegatina de Sandvik Coromant pequeña equivale a 4 g.mm. El estándar ISO 1940/1 permite un mayor desequilibrio en un portaherramientas más pesado que en otro más ligero a la misma velocidad rotativa a pesar de que los diferentes desequilibrios crean diferentes fuerzas de desequilibrio, por lo que no se obtiene una carga del sistema estable.
Según los requisitos de calidad de equilibrado ISO 1940-1 para rotores en un estado constante (rígido), G es una medida de la calidad de equilibrado de un cuerpo rotativo. G es la velocidad tangencial en el centro de gravedad con respecto a la velocidad de giro. G depende de la velocidad de giro (n), el peso del cuerpo (m) y el desequilibrio (u). La clase G no puede identificarse sin conocer la velocidad de giro.
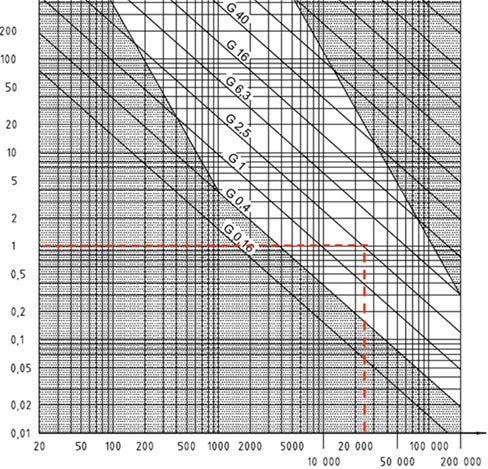
Desequilibrio específico residual permisible para diferentes ISO 1940-1 G
Eje X: Velocidad de servicio n, rev/min
Eje Y: Desequilibrio específico residual permisible, eper, g.mm/kg
Ejemplo de cálculo ISO 1940-1
Portaherramientas Coromant Capto® C4

- Tipo de equilibrio: G2.5 a 20.000 rpm
- Peso de la herramienta: 1.0 kg
- Ecuación para el tipo de equilibrio
- Excentricidad = desequilibrio/peso de la herramienta

La pegatina de Sandvik Coromant equivale a 4 g.mm
Equilibrio según ISO 16084
Un estándar hecho a la medida de la aplicación de herramientas de corte de alta velocidad. El estándar ISO 16084 tiene en cuenta la carga efectiva a la que se someten los rodamientos del husillo para equilibrar el sistema de herramienta rotativo. No utiliza los diferentes tipos G sino que asigna un valor específico de desequilibrio aceptado (U) para cada herramienta en g.mm.
Dado que la norma ISO 16084 está adaptada a la medida de la aplicación de las herramientas de corte de alta velocidad, esto también implica la introducción de un nuevo grupo de parámetros que no había en el estándar ISO anterior. Esto ofrece una forma más realista para calcular el desequilibrio del sistema de herramienta. Como mencionamos, los requisitos de desequilibrio surgen de la cantidad de carga que afecta a los rodamientos del husillo, que es la base de todo el estándar. Esta es la ecuación básica del estándar ISO 16084.

Guía de cálculo paso a paso
- Identifique qué adaptador de husillo es de aplicación (tiene parámetros específicamente definidos). Por ejemplo: Coromant Capto® C4 o HSK-A63
- Determine qué tipo de mecanizado debe realizarse
- Mecanizado estándar (fBAL = 0.8)
- Mecanizado de precisión (fBAL = 0.2)
- Introduzca los parámetros específicos para la herramienta
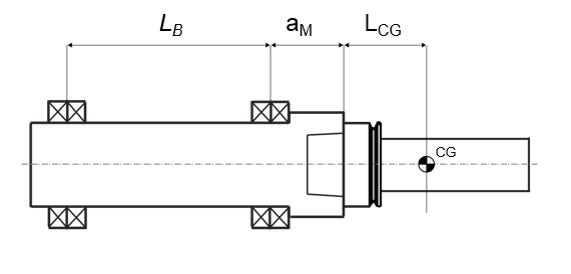
- Peso de la herramienta (mt)
- Longitud hasta el centro de gravedad (LCG)
- Velocidad de giro de la herramienta en RPM (n)
- Calcule el máximo desequilibrio permitido (USTAT,PER)
Ejemplo de cálculo ISO 16084
- Identificación del adaptador del husillo: HSK-A63
- Cdyn = 25.000 N (carga máxima del rodamiento)
- Am = 50 mm (rodamiento de la punta del husillo)
- Lb = 415 mm (longitud entre rodamientos)
- Es = 2.00 µm (mango de herramienta de unión imprecisa)
- UBM,TOL = 0.75 g.mm (tolerancia de la máquina de equilibrado)
- Mecanizado seleccionado: mecanizado de precisión, fbal = 0.2
- Parámetros específicos
- mt = 1.4 kg
- Velocidad de giro, n=3500 rpm
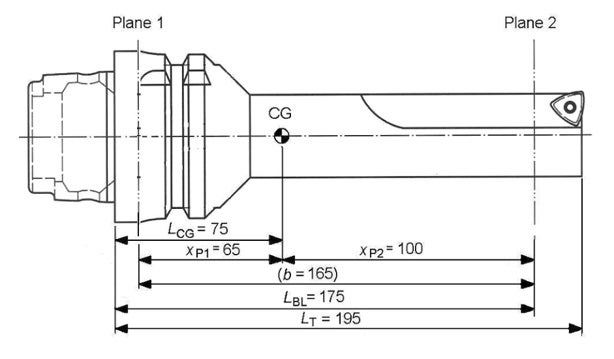
- LCG = 75 mm
- USTAT,PER = 282 g.mm
