
Troubleshooting for thread turning
Careful observation of the insert/cutting edge after machining can help to optimize results regarding tool life, thread quality, and cutting speed. Use this list of causes and solutions to different forms of insert wear as a reference for successful threading.
Plastic deformation 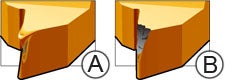 Starts as plastic deformation (A), |
|
|
Built-up edge (BUE) 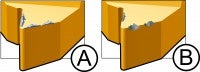 BUE (A) and edge chipping (B) often |
|
|
Insert breakage  |
|
|
Rapid flank wear  |
|
|
Abnormal flank wear 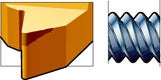 Poor surface on one thread flank |
|
|
Vibration  |
|
|
Troubleshooting
Boring troubleshooting tips for both rough boring and fine boring, concerning chip... chevron_right
Troubleshooting
Main problems Spindle or tool runout is too high Wrong cutting data Built-up edge When... chevron_right
Troubleshooting
Use this list of causes and solutions for successful thread whirling. It is recommended... chevron_right
Troubleshooting
Oversized thread Cause Solution Wrong tolerance Wrong tap for application Incorrect... chevron_right
