
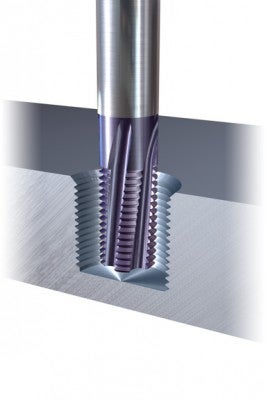
How to choose thread milling cutters
Single or multi-row thread milling concepts are suitable for different applications.
Single row

- For internal, medium to large threads
- For larger, external threads on asymmetric components
- When stability is bad – such as for milling threads requiring long
tool overhangs and/or in thin-walled components - When you need to use the same insert for different pitches
- When low power is required
- For small batch sizes and mixed production
Multi-row
- For threading and chamfering in one tool
- For completing a thread in a single 360° pass
- When you need to use the same tool for more than one thread size
(as long as the pitch is the same)
Insert types
There are two main insert types for single row thread milling products. The different technical and economic arguments for each insert are the main considerations in the choice of application.
Full profile
V-profile
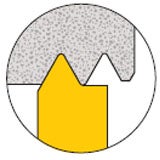
Full profile inserts – First Choice for high-quality thread forms
The most common insert type, used to form a complete thread profile, including the crest.
- Ensures correct depth, bottom, and top profile for a stronger thread
- Extra stock should be 0.03–0.07 mm (0.001–0.003 inch)
- No deburring required after the threading operation
- Fewer passes required compared to a V-profile insert, as a result of the larger nose radius
- Separate insert required for each pitch and profile
- Productive threading performance
Extra stock should be left on the workpiece for topping the finish diameter of the thread.
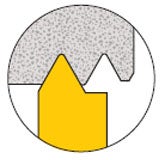
V-profile inserts – Threading with minimum tool inventory
These inserts do not top the thread crests. Therefore, the outer diameter for screws and inner diameter for nuts must be machined to the right diameter prior to threading.
- Same insert can be used for a range of pitches, provided that the thread profile angle (60° or 55°) is the same
- Fewer inserts needed in stock
- The nose radius is designed to offer the smallest pitch, which reduces tool life
Tool holder recommendations
Always use tool holders with good run-out accuracy to increase tool life.
Hydraulicchuck | Colletchuck | Weldonadapter | ShrinkFit | ||
 |  |  |  | ||
 | Indexable insert thread mills |  |  | ||
 | Solid carbide thread mills | | | |
First Choice | |
Second choice |
Step and chamfer drilling
Chamfer drilling Step drilling or step and chamfer drilling Chamfer drilling What... chevron_right
Drilling
Drilling is often carried out late in the manufacturing process, after previous operations... chevron_right
An impossible engineering feat, made possible
Crafting works of art from metal isn’t anything new. Many of us would instantly think... chevron_right
