
Sliding head machines

Sliding head machines provide unrivalled performance for small high-volume components thanks to its efficient machining. However, due to the compact area, space for setting up and tool changing is limited which can lead to increased set-up time.
Sliding head machine configuration
Sliding head machines offer several axes, front-end and back-end machining, turning tools, rotary tools and drilling tools. The machines are optimized for productive machining of precision components up to 40 mm (1.5 inch) in diameter in large batches.
The material slides through a guide bushing and is rotated by a second spindle that also pushes the material through the guide bush. The material movement functions as the z-axis in the machine and the tools stay close to the guide bush for maximum stability.
Principle of the sliding head machine
Oil is used as a coolant and has different effects on the metal cutting action compared to emulsion cutting fluid, such as different chip flow, varied chip breaking and tool life.
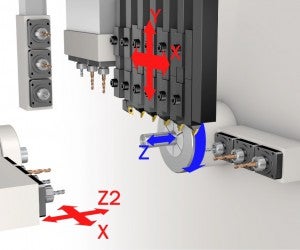
Gang plate – external machining
Sliding head machines are equipped with gang tools for standard shank tool holders in sizes from 0808 up to 2020. The parting-off tool holder is used as the bar stop.
Because of the tools being stacked close together, access for insert changing is very limited. Often the tool needs to be removed for insert changing which reduces machine utilization. The gang plates can be adapted for the quick change solution which provides easy removal of the tool for insert indexing and fast and accurate return to start running directly without the need for setting/measuring.

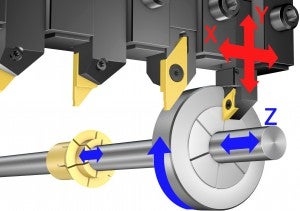
Tool post – internal machining
For internal machining, sliding head machines are equipped with one or several tool posts. It is possible to use quick change tools for easy set-up and reduced insert changing time.
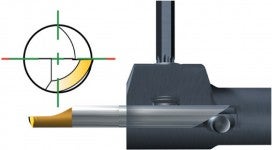
Boring adaptor with flats

EasyFix sleeves for cylindrical boring bars

Quick change with QS™
Due to the compact area in sliding head machines, space for tool changing is limited. Often shank tools need to be removed to index the insert which increases the set-up time compared to a conventional turning centre.
Quick change with QS™ maximizes active production time in sliding head machines compared to conventional shanks. The tool can be removed from the machine for insert indexing and fast and accurate return to start running directly without the need for setting/measuring.
Read more about QS™ holding system


Modular solutions in sliding head machines
The compact working area of sliding head machines makes tool changing and setting a challenge and restricts the machine utilization rate. The driven tools are time-consuming to change but by using exchangeable heads the tool change and set-up time can be reduced dramatically.
Read more about modular solutions


Sliding head machines
Optimized for productive machining of components up to 40 mm (1.5 inch) in diameter... open_in_new
QS Micro holding system - Animation
open_in_new
CoroTurn® XS - Collet clamped adaptors for best performance
Use CoroTurn® XS with a collet-clamped adaptor to get the most out of the tool. It... open_in_new
