Indvendig drejning

Ved indvendig drejning bearbejdet emnets indvendige diameter. Lange udhæng og dårlig spånafgang er to udfordringer ved indvendig drejning. De lange udhæng kan forårsage problemer både med nedbøjning og vibrationer. Vibrationer og dårlig spånafgang kan medføre skærbrud. Vanskelighederne med spånafgang kan også føre til en dårlige overfladekvalitet.
De grundlæggende applikationsområder for indvendig drejning er længdedrejning (1) og profildrejning (2).
Længdedrejning

Valget af værktøj begrænses i høj grad af emnets huldiameter og længde (dybden af hullet med udhæng). En generel regel er at vælge et værktøj med det korteste udhæng og den størst mulige værktøjsstørrelse.
Valget af det rigtige værktøj til operationen samt den korrekte anvendelse og fastspænding hjælper alle med til at holde værktøjets udbøjning og vibrationer på et minimum.
Skærform
Ved indvendig drejning foretrækkes det at bruge positive skær, fordi de giver lavere skærekræfter sammenlignet med negative skær. En lille næsevinkel samt en lille næseradius bidrager også til at reducere skærekræfterne.
Indgrebsvinkel
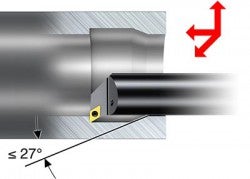
Indgrebsvinklen påvirker de aksiale og radiale kræfters retning og størrelse. En stor indgrebsvinkel (lille hovedvinkel) frembringer en stor aksial skærekraft, mens en lille indgrebsvinkel (stor hovedvinkel) giver en stor radial skærekraft. Det anbefales at have en indgrebsvinkel tæt på 90° (0° hovedvinkel) og aldrig under 75° (15° hovedvinkel).
Stålholder
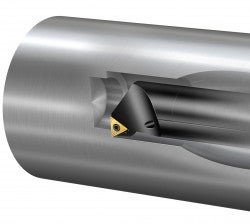
Vælg et værktøj med en indgrebsvinkel på 91–95° (-1 til -5° hovedvinkel), hvis der er et hjørne på emnet, der skal bearbejdes. Det anbefales at anvende et trekantet skær eller et D-skær (55°).
Vælg et C-skær (80°), hvis der er brug for en stærkere skærkant.
Øg produktiviteten ved at bruge et firkantet skær med 75° indgrebsvinkel (15° hovedvinkel), hvis der ikke er et hjørne, der skal bearbejdes, under stabile forhold.Drejeværktøjer til længdedrejning
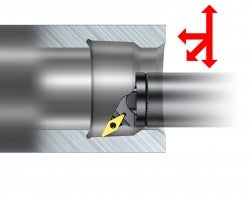
Profildrejning

Ved indvendig profildrejning udsættes værktøjet for både radiale og tangentielle skærekræfter. De radiale skærekræfter forsøger at bøje værktøjet væk fra emnet, og de tangentielle kræfter forsøger at tvinge værktøjet nedad og væk fra centerlinjen.
Når du borer huller med små diametre, er det især vigtigt, at skærets frigangsvinkel er tilstrækkelig til at undgå kontakt mellem værktøjet og hullets væg.
Skærform
Ved profildrejning kan spåntagningen variere, og det samme gælder spåndybde, tilspænding og hastighed. Der bør vælges den største, egnede næsevinkel på skæret for at opnå styrke, omkostningseffektivitet og gode adgangsforhold. De mest anvendte næsevinkler er 55° og 35°.
Indgrebsvinkel
Indgrebsvinkel og skærets næseradius er vigtige faktorer i forbindelse med adgangsforholdene. Emnets profil skal analyseres for at vælge den mest velegnede vinkel til kopiering.
Der bør holdes en fri skærevinkel på mindst 2° mellem emne og skær. Men af hensyn til overfladekvaliteten og værktøjslevetiden anbefales mindst 7°.
Værktøjsholder
Førstevalget er et værktøj med en indgrebsvinkel på 93° (-3° hovedvinkel) og et D-skær (55°). Brug et V-skær (35°), hvis der er behov for en større stigningsvinkel.
Vælg en holder med en indgrebsvinkel på 107–117° (-17 til -27° hovedvinkel) for at få mulighed for at profildreje endefladen eller lave en hjørnefrigang.
Der findes specielle værktøjer til bagdrejning, som er specialdesignet til bearbejdning af et hjørne i modsat retning