
Sådan vælger du korrekt drejeskær
Der er mange parametre at tage højde for ved valg af drejeskær. Vælg omhyggeligt skærgeometri, skærkvalitet, skærform (næsevinkel), skærstørrelse, næseradius og indgrebsvinkel (hovedvinkel) for at opnå god spånkontrol og bearbejdning.
- Vælg skærgeometri baseret på den valgte operation, f.eks. sletbearbejdning
- Vælg den størst mulige næsevinkel på skæret for at opnå styrke og økonomi
- Vælg skærstørrelse afhængig af spåndybden
- Vælg den størst mulige næseradius af hensyn til skærstyrken
- Vælg en mindre næseradius, hvis der forekommer tendens til vibrationer

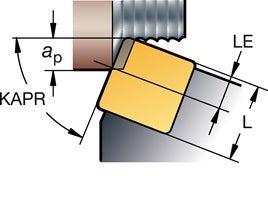
l = skærkantlængde (skærstørrelse)

RE = næseradius

Næsevinkel
Drejeskærsgeometri
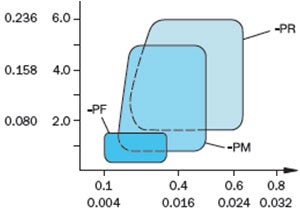
Drejningsgeometrier kan opdeles i tre grundlæggende former, der er optimeret til slet-, medium- og skrubbearbejdningsoperationer. Diagrammet nedenfor viser arbejdsområdet for hver geometri, baseret på en acceptabel spånbrydning i forhold til tilspændingshastighed og spåndybde.
Skrubbearbejdning
Kombinationer mellem stor spåndybde og høj tilspændingshastighed. Operationer, der kræver den højeste skærkantsikkerhed.
Medium drejning
Medium til lette skrubdrejningsoperationer. Bredt udvalg af kombinationer mellem spåndybde og tilspændingshastighed.

Sletdrejning
Operationer med små spåndybder og lave tilspændingshastigheder. Operationer, der kræver lave skærekræfter.

ap | |||
| tommer | mm | ||
 | Tilspænding fn | ||
| mm | |||
| tommer |
Ovenstående eksempel illustrerer udvalget til stål, der er andre muligheder til alle materialegrupper.
Drejning med Wipergeometri
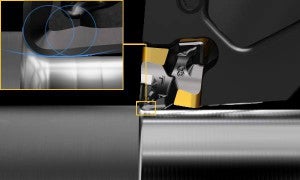
Brug wiperskær for at opnå en bedre overfladefinish med standard-skæredata eller uændret overfladefinish med betydeligt højere tilspændingshastighed.
-WMX wipergeometrien er førstevalg og er et godt udgangspunkt for de fleste applikationer. Når forholdene ændres, er der altid et produktivt alternativ.
Vælg en positiv wipergeometri for at reducere kræfterne og bibeholde produktiviteten, hvis der er problemer med vibrationer.
Vælg wipergeometri på følgende måde:
-WL: For forbedret spånkontrol, hvis der skiftes til lavere fn/ap.
-WF: Forbedrer spånkontrollen ved lavere fn/ap. Også til lavere skærekræfter, når der opstår vibrationer.
-WMX: Er altid førstevalget inden for det brede spånapplikationsområde. Giver maksimal produktivitet, alsidighed og de bedste resultater.
-WR: Når der er brug for en stærkere skærkant, f.eks. til afbrudt spån.
Drejeskærkvalitet

Skærkvaliteten vælges primært i henhold til:
- Emnemateriale (ISO P, M, K, N, S, H)
- Metodetype (sletbearbejdning, medium, skrubbearbejdning)
- Bearbejdningsbetingelser (gode, gennemsnitlige, vanskelige)
Skærgeometrien og skærkvaliteten supplerer hinanden. Eksempelvis kan en kvalitets sejhed kompensere for manglende styrke i skærgeometrien.
Drejeskærform
Skærformen bør vælges ud fra de adgangsforhold for indgrebsvinklen, som kræves af værktøjet. Der bør anvendes den størst mulige næsevinkel for at give skæret styrke og pålidelighed. Men dette skal afvejes i forhold til variationerne af de indgreb, der skal udføres.
En stor næsevinkel er stærk, men kræver mere maskinkraft og har en større tendens til vibration.
En lille næsevinkel er svagere og har et lille skærkantindgreb, og begge dele kan gøre skæret mere følsomt over for varmepåvirkninger.

Skærkantstyrke (Stor næsevinkel)
- Stærkere skærkant
- Højere tilspændingshastigheder
- Større skærekraft
- Mere vibration
Mindre vibrationstendenser (Lille næsevinkel)
- Bedre bearbejdningsmuligheder
- Mindre vibration
- Mindre skærekraft
- Svagere skærkant
Drejeskærstørrelse
Vælg skærstørrelse afhængig af applikationskravene og pladsen til det skærende værktøj i applikationen.
Stabiliteten bliver bedre med en større skærstørrelse. Skærstørrelsen ved skrubbearbejdning er normalt over IC 25 mm (1 tomme).
Når der sletbearbejdes, kan størrelsen i mange tilfælde reduceres.
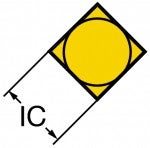
Sådan vælger du skærstørrelse
- Bestem den største spåndybde, ap
- Bestem den nødvendige skærelængde, LE, ved overvejelse af værktøjsholderens indgrebs- (hoved)vinkel og spåndybden, ap og maskinspecifikationen
- På basis af den nødvendige LE og ap, den korrekte skærkantlængde kan L og IC for skæret vælges
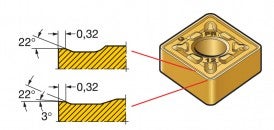
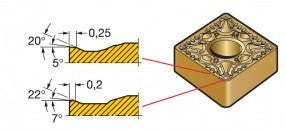
Drejeskærets næseradius
Næseradiusen, RE, er en vigtig faktor ved drejning. Skær fås med forskellig størrelse næseradius. Valget afhænger af spåndybden og tilspændingen og har betydning for overfladekvaliteten, spånbrydningen samt skærstyrken.
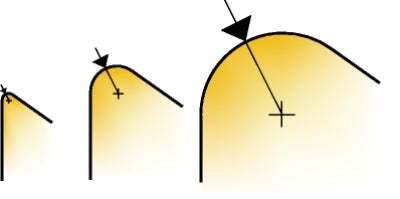
| Lille næseradius | Stor næseradius | |
|
|
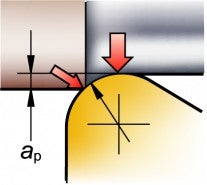
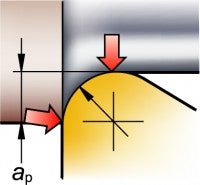
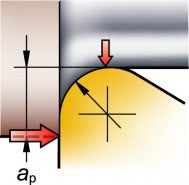
Spåndybde og skærekræfter
Forholdet mellem næseradius og spåndybde påvirker tendensen til vibration. De radiale kræfter der skubber skæret væk fra skærefladen bliver mere aksiale efterhånden som spåndybden øges.
Det er at foretrække at have større aksiale kræfter end radiale. Store radiale kræfter kan have en negativ effekt på den spåntagende bearbejdning, der kan medføre vibrationer og dårlig overfladekvalitet.
Vælg som generel tommelfingerregel en næseradius, der er den samme som eller mindre end spåndybden.
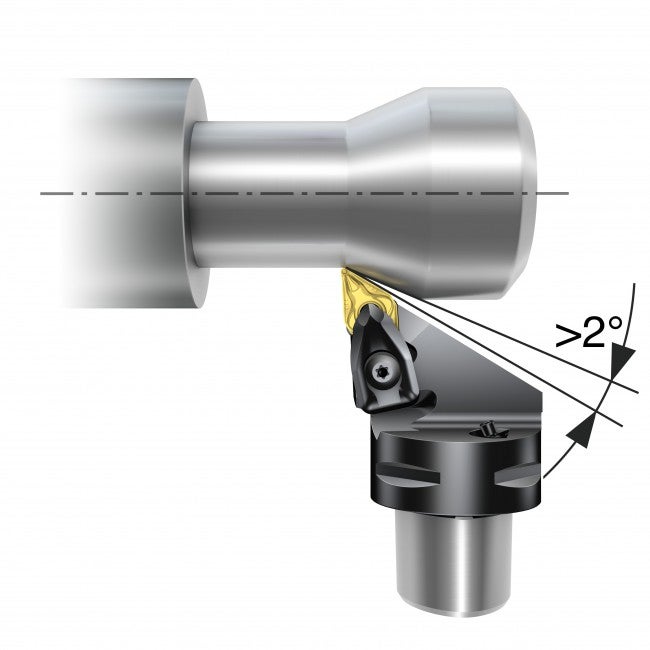
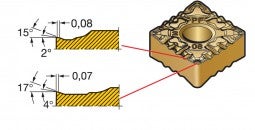
Positivt eller negativt drejeskær
Et negativt skær har en vinkel på 90° (0° frigangsvinkel), mens et positivt skær har en vinkel på mindre end 90° (f.eks. 7° frigangsvinkel). Illustrationen af det negative skær viser, hvordan skæret er monteret og vippet i holderen. Nedenfor finder du nogle egenskaber for de to skærtyper:
Positivt drejeskær
- Enkeltsidet
- Lave skærekræfter
- Sidefrigang
- Førstevalg til indvendig drejning og til udvendig drejning af slanke emner

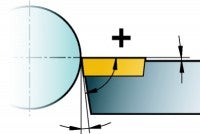
Frigangsvinkel
Negativt drejeskær
- Dobbeltsidede og/eller enkeltsidede
- Høj skærkantstyrke
- Ingen frigang
- Førstevalg til udvendig drejning
- Skrubdrejningsbetingelser

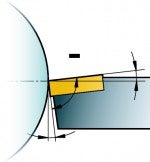
Frigangsvinkel
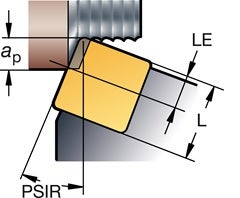
Indgrebsvinkel til drejning
Indgrebsvinklen, KAPR (eller hovedvinkel, PISR), er vinklen mellem skærkanten og tilspændingsretningen. Det er vigtigt at vælge den korrekte indgrebs-/hovedvinkel for at opnå vellykket drejning. Indgrebs-/hovedvinklen påvirker:
- Spåndannelse
- Skærekræfternes retning
- Skærkantlængde i indgreb


Stor indgrebsvinkel (lille hovedvinkel)
- Kræfterne rettes direkte mod spændeenheden. Der er mindre tendens til vibrationer
- Mulighed for at dreje ind i hjørner
- Større kræfter især ved indføring og udgang af indgreb
- Tendens til stråleslid i HRSA- og indsatshærdede emner
Lille indgrebsvinkel (stor hovedvinkel)
- Større radiale kræfter mod emnet vil medføre en tendens til vibrationer
- Reduceret belastning på skærkanten
- Producerer en tyndere spån = højere tilspændingshastighed
- Reducerer strålesliddet
- Kan ikke dreje ind i et 90° hjørne
