
Sådan drejer du i forskellige materialer
Drejning i stål

Stål kan kategoriseres som ulegeret, lavt legeret og højt legeret, som alle påvirker de anbefalede skæredata for drejning forskellihgt.
Drejning i ulegeret stål
Materialeklassifikation: P1.1
Ulegeret stål har et kulstofindhold på op til 0.55 %. Stål med lavt kulstofindhold (kulstofindhold < 0,25 %) kræver særlig opmærksomhed som følge af den vanskelige spånbrydning og tendensen til at klæbe (løsægsdannelse).
For at bryde og styre spånen skal du gå efter den højest mulige tilspænding. Det anbefales kraftigt at bruge wiperskær.
Brug høje skærehastigheder for at undgå løsægsdannelse på skæret, da det har en negativ virkning på overfladen. Skarpe skærkanter og lette skærende geometrier reducerer tendensen til at klæbe og forhindrer ødelæggelse af skærkanten.
Drejning i lavtlegeret stål

Materialeklassifikation: P2.x
Bearbejdeligheden af lavt legerede ståltyper afhænger af legeringens indhold og varmebehandling (hårdhed). For alle materialer i gruppen er de mest almindelige slidmekanismer grubeslid og fasslid. For hærdede materialer er plastisk deformation også er en almindelig slidmekanisme på grund af højere varme i skærezonen.
For lavtlegerede ståltyper i uhærdet tilstand er førstevalget stålserien af kvaliteter og geometrier. I hærdede materialer er det en fordel at bruge en hårdere kvalitet (støbejernskvaliteter, keramik og CBN).
Drejning i højtlegeret stål

Materialeklassifikation: P3.x
Højtlegerede ståltyper omfatter kulstofstål med et samlet legeringsindhold over 5 %. Denne gruppe omfatter både bløde og hærdede materialer. Bearbejdeligheden mindskes, når legeringsindholdet og hårdheden øges.
Førstevalget af skærgeometrier og kvaliteter er de samme som til lavtlegerede ståltyper.
Ståltyper med et legeringsindhold på mere end 5 %, og med en hårdhed på op til 450 HB, stiller ekstra krav til modstandsdygtigheden over for plastisk deformation og til skærkantstyrken. Overvej at bruge en hårdere kvalitet (støbejernskvaliteter, keramik og CBN).
Læs mere om stålmaterialer
Drejning i rustfrit stål

Rustfrit stål kan kategoriseres som ferritisk/martensitisk, austenitisk og duplex (austenitisk/ferritisk), og for hver kategori gælder der separate anbefalinger for drejning.
Drejning af ferritiske og martensitiske rustfrie ståltyper
Materialeklassifikation: P5.1
Denne type rustfrit stål er klassificeret som stålmateriale og har derfor materialeklassifikation P5.x. De generelle anbefalinger for bearbejdning af disse ståltyper er vores kvaliteter og geometrier til rustfrit stål.
Martensitisk stål kan bearbejdes, når det er hærdet, men det stiller ekstra krav til skærets modstandsdygtighed mod plastisk deformation. Overvej at bruge CBN-kvaliteter, HRC = 55 og højere.
Drejning af austenitisk rustfrit stål
Materialeklassifikation: M1.x og M2.x
Austenitisk rustfrit stål er den mest almindelige type af rustfrit stål. Denne gruppe omfatter også de såkaldte superaustenitiske rustfrie ståltyper, defineret som rustfrie ståltyper med et Ni-indhold over 20 %.
Anbefalede kvaliteter og geometrier er vores udvalg af skær til rustfrit stål i CVD- og PVD-kvaliteter.
Overvej at bruge PVD-kvaliteter til afbrudt spån eller der, hvor spånhamring eller spånklemning er den vigtigste slidmekanisme.
Andre overvejelser:
- Brug altid kølevæske til at reducere grubeslid og plastisk deformation, og brug så stor næseradius som muligt. Læs mere om køling
- Brug runde skær eller små indgrebsvinkler for at undgå stråleslid
- Tendenser til klæbning og løsægsdannelse er almindelige. De påvirker begge overfladekvalitet og værktøjslevetid negativt. Brug skarpe skærkanter og/eller geometrier med en positiv vinkel
Drejning i rustfrit duplex- (austenitiske/ferritiske) stål

Materialeklassifikation: M3.4
For højtlegeret rustfrit duplex-stål bruges der betegnelser som f.eks. rustfrit super-, eller endog hyper-duplex stål. Den større mekaniske styrke gør disse materialer vanskeligere at bearbejde, især hvad angår varmegenerering, skærekræfter og spånkontrol.
Anbefalede kvaliteter og geometrier er vores udvalg af skær til rustfrit stål i CVD- og PVD-kvaliteter.
Andre overvejelser:
- Brug køling for at opnå bedre spånkontrol og for at undgå plastisk deformation. Brug værktøjer med indvendig køling, helst præcisionskøling. Læs mere om køling
- Brug små indgrebsvinkler for at undgå stråleslid og gratdannelse
Læs mere om rustfrie stålmaterialer
Drejning i støbejern

Der findes 5 hovedtyper af støbejern:
- Gråt støbejern ( GCI )
- Nodulært støbejern (NCI),
- Aducér-støbegods (MCI),
- Kompakt grafitjern (CGI)
- Udglødet duktilt jern (ADI)
Støbejern er et Fe-C materiale med et Si-indhold på 1-3 % og C-indhold på over 2 %. Det er et kortspånet materiale med god spånkontrol i de fleste tilstande.
Det anbefales det at bruge vores kvaliteter og geometrier til støbejern til størstedelen af støbejernstyperne. Det anbefales at bruge keramiske kvaliteter og CBN-kvaliteter til gråt støbejern ved højere skærehastighed.
Læs mere om støbejern
Drejning af varmebestandige superlegeringer (HRSA)

Superlegeringer har fremragende mekanisk styrke og modstandsdygtighed over for krybning (solide materialers tendens til langsomt at bevæge sig eller blive deformeret under påvirkning) ved høje temperaturer. De har også god modstandsdygtighed over for korrosion/oxidering. HRSA kan opdeles i fire materialegrupper:
- Nikkelbaseret (f.eks. Inconel)
- Jernbaseret
- Koboltbaseret
- Titanlegeringer (titan kan være ren eller med alfa- og betastrukturer)
Bearbejdeligheden for både HRSA og titan er dårlig, især i modnet tilstand, og stiller særlige krav til de skærende værktøjer. Det er vigtigt at bruge skarpe skærkanter for at forhindre, at der dannes såkaldte hvide lag med forskellig hårdhed og egenspænding.
HRSA-materiale: PVD-kvaliteter og keramiske kvaliteter anvendes ofte til drejning af HRSA-materialer. Det anbefales at bruge geometrier, der er optimeret til HRSA.
Titanlegeringer: Brug primært kvaliteter uden belægning eller PVD-kvaliteter. Det anbefales at bruge geometrier, der er optimeret til HRSA.
Et almindeligt slidkriterium i både titan og HRSA er stråleslid. Følg disse vejledninger for at opnå optimal performance:
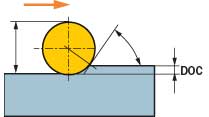
- Det anbefales at bruge en indgrebsvinkel, der er mindre end 45°
- Brug det korrekte forhold mellem skærdiameter/næseradius og spåndybde
- Ved brug af ramping eller flere overløb anbefales det at bruge en spåndybde, der er højere end 0,25 mm (0,0098 tommer)
- Anvend altid kølevæske under drejning af HRSA eller titaniumlegeringer, uanset om der anvendes hårdmetal eller keramik. Kølevæskemængden skal være høj og justeret præcist. Læs mere om køling
- Ved brug af keramik anbefales det at foretage foraffasning for at minimere risikoen for grater, når skæret går ind i og ud af indgreb for at opnå optimal performance

Applikationsvejledning for HRSA
Læs mere om HRSA og titan
Drejning i ikke-jernholdige materialer (aluminium)

Denne gruppe indeholder bløde ikke-jernholdige metaller, som f.eks. aluminium, kobber, bronze, messing, metalmatrix-komposite (MMC) og magnesium. Bearbejdeligheden varierer afhængigt af legeringselementer, varmebehandling og produktionsprocessen (smedet, støbt osv.).
Drejning i aluminiumlegeringer
Materialeklassifikation: N1.2
Der skal anvendes positive skær med skarpe skærkanter. Kvaliteter uden belægning og PCD-kvaliteter er førstevalg.
PCD skal anvendes til aluminiumslegeringer med et Si-indhold over 13%, da værktøjslevetiden for hårdmetalkvaliteter reduceres drastisk.
Ved bearbejdning af aluminium anvendes kølemiddel i de fleste tilfælde til spånafgang.


Læs mere om ikke-jernholdige materialer
Drejning i hærdet stål

Drejning i stål med en hårdhed på omkring 55–65 HRC defineres som drejning i hårde dele, og det er et omkostningseffektivt alternativ til slibning. Drejning i hårde dele giver bedre fleksibilitet, bedre gennemløbstid og højere kvalitet.
Kubiske bornitrid-kvaliteter (CBN) er det ultimative materiale til skærende værktøjer til drejning af indsats- og induktionshærdet stål. Brug keramiske skær eller hårdmetalskær til stål, der er blødere end ca. 55 HRC.

Brug optimerede CBN-kvaliteter til drejning i hårde materialer.
- Sørg for at sikre god maskin- og fastspændingsstabilitet
- Brug så lille spåndybde som muligt for at opnå en lille indgrebsvinkel og korrekt skærkantbearbejdning for at forbedre værktøjslevetiden
- Brug wiperskær for at opnå den bedst mulige overfladekvalitet
Applikationstips til drejning i hårde materialer
Læs mere om hærdede ståltyper
