
Sådan forbedres værktøjslevetiden ved drejning
De tre primære bearbejdningsparametre for drejning er hastighed, tilspænding og spåndybde. De påvirker hver især værktøjslevetiden. For at opnå bedst mulig værktøjslevetid ved drejning:
- Reducer skærehastigheden, vc (for at reducere varmen)
- Optimer tilspændingen, fn (for at få den kortest mulige indgrebstid)
- Optimer spåndybden, ap (for at reducere antal overløb)
Skærehastighed, vc
For lav
- Løsægsdannelse
- Sløvning af skærkant
- Uøkonomisk
- Dårlig overflade
For høj
- Hurtigt fasslid
- Dårlig finish
- Hurtigt grubeslid
- Plastisk deformation
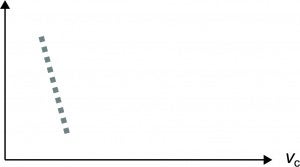
Skærehastigheden, vc, påvirker i høj grad værktøjslevetiden. Foretag justeringer vc for at opnå den bedste økonomi vc.
(Værktøjslevetid i Y-aksen)
Tilspænding, fn
For lav
- Stringers
- Hurtigt fasslid
- Løsægsdannelse
- Uøkonomisk
For høj
- Mindre spånkontrol
- Dårlig overfladekvalitet
- Grubeslid/plastisk deformation
- Højt strømforbrug
- Spånsvejsning
- Spånhamring
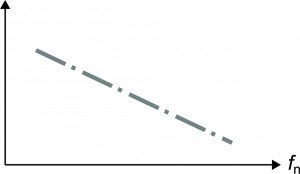
Tilspændingen, fn, påvirker værktøjslevetiden mindre end vc.
(Værktøjslevetid i Y-aksen)
Spåndybde, ap
For lille
- Mindre spånkontrol
- Vibrationer
- For kraftig varme
- Uøkonomisk
For stor
- Højt strømforbrug
- Skærbrud
- Øgede skærekræfter
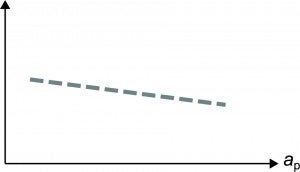
Spåndybde, ap, påvirker værktøjslevetiden i mindre grad.
(Værktøjslevetid i Y-aksen)
Værktøjsvedligeholdelse
Etablering af en rutinemæssig værktøjsvedligeholdelse i dit maskinværksted vil forbedre værktøjslevetiden ved drejning, forhindre problemer og spare penge.
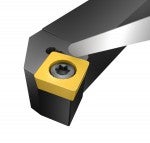
Kontrollér skærlejet
Det er vigtigt at sikre sig, at skærlejet ikke er blevet beskadiget under bearbejdning eller håndtering.
Led efter:
- Skærlejer i overstørrelse på grund af slid. Skæret sidder ikke ordentligt til mod skærlejets sider. Brug et 0,02 mm (0,0008 tommer) søgeblad til at kontrollere mellemrummet
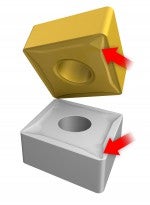
- Ingen mellemrum i hjørnerne mellem underlagsplatten og bunden af skærlejet er tilladt
- Beskadigede underlagsplatter. Underlagsplatter bør ikke have udflisede hjørner i skæreområdet
- Slid på underlagsplatten fra spånbrydningen og/eller fordybninger fra skæret


Rengør skærlejet
Sørg for, at skærlejet er fri for støv eller spåner, der opstår ved bearbejdningen. Rens om nødvendigt skærlejet med trykluft. Hvis der anvendes udborestænger med skærhoveder, er det også vigtigt at kontrollere og rengøre koblingen mellem hovedet og udborestangen, når der skiftes skærhoved.
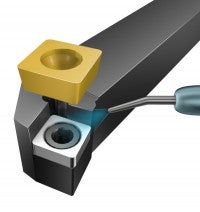

Momentnøgle

For at opnå den bedst mulige ydelse af værktøjsholdere med skruefastspænding, skal der bruges en momentnøgle til at sikre korrekt tilspænding af skæret. Brug det anbefalede moment til hver værktøjsholder.
- Et for højt moment vil påvirke værktøjets ydelse negativt og forårsage brud på skær og skrue
- Et for lavt moment medfører bevægelse af skæret, vibrationer og at bearbejdningsresultatet forringes
Fastspændingsskruer
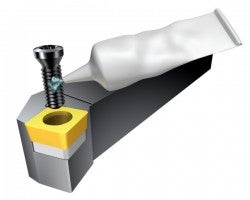
Brug altid en momentnøgle til at sikre, at skruerne tilspændes korrekt. Påfør tilstrækkeligt skruesmøremiddel for at forhindre, at skruen sætter sig fast. Smøremidlet skal påføres både på skruens gevind og på skruehovedets underside. Udskift slidte eller beskadigede skruer.
