
CoroMill® 415
小直径、高进给面铣刀
扭矩值
正确的扭矩值为0.6 Nm (IC05刀片) 和1.2 Nm (IC07刀片)。

装配说明
安装新刀片时,彻底清洁刀座。由于IC05刀片尺寸较小,加工ISO M和ISO S材料时,建议在后刀面磨损 (Vb) 达到最大值0.15 mm (0.006英寸) 时更换切削刃。
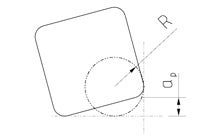
编程半径
IC05和IC07的编程变径分别为1.5 mm (0.059英寸) 和2.2 mm (0.087英寸)。有关不同槽型的正确的R和ap值,参见推荐值。

冷却液接口
所有刀体都采用径向出水的标准内冷设计。
应用提示

建议
切削参数
| IC | ISO材料组 | MC | 起始值 | |
| Vc (mm/min) | fz (mm/z) | |||
| 05 | P | P1.2.Z.AN | 240 | 0.48 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.38 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.48 | |
| IC | ISO材料组 | 材料示例 | 起始值 | |
| Vc (mm/min) | fz (mm/z) | |||
| 07 | P | P1.2.Z.AN | 240 | 0.55 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.45 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.55 | |
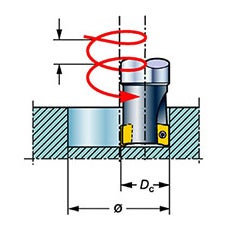
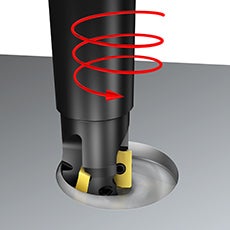
螺旋插补铣
CoroMill® 415 |
||||||
| 刀具直径 | iC 05 | iC 07 | ||||
| 坡走角度 (α°) | b | 4.1 | 坡走角度 (α°) | b | 5.5 | |
| 最大ap | 0.85 | 最大ap | 1.2 | |||
| 最大Dm | 最小Dm | 最大Dm | 最小Dm | |||
| 13 | 0.848 | 24.8 | 18 | |||
| 16 | 0.97 | 30.8 | 24 | |||
| 20 | 0.616 | 38.8 | 32 | 0.56 | 38 | 28 |
| 25 | 0.64 | 48.8 | 42 | 0.61 | 48 | 38 |
| 32 | 0.65 | 62.8 | 56 | 0.63 | 62 | 52 |
| 40 | 0.48 | 78 | 68 | |||
编程半径和最大切深
| 刀片代码 | ap,mm (英寸) | R,mm (英寸) |
| 415N-05 02 06M-M30... | 0.85 (0.033) | 1.5 (0.059) |
| 415N-05 02 12M-M30... | 0.85 (0.033) | 2.0 (0.079) |
| 415N-07 03 10M-M30... | 1.2 (0.047) | 2.2 (0.087) |
| 415N-07 03 20M-M30... | 1.2 (0.047) | 2.8 (0.110) |
加入我们,获取最新信息!
现在订阅我们的新闻快讯

Contact Center 客服中心
+86 800-820-2623(座机)/+86 400-820-2623(手机) 沪ICP备20012694号-1 京公网安备 11010502044395号