
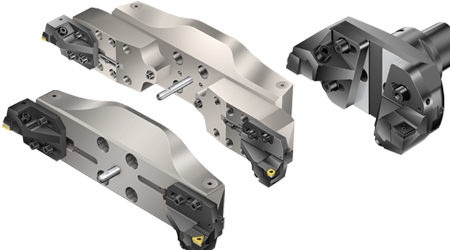
CoroBore® XL是用于大直径镗削的镗削刀具系统。桥式滑块和刀柄能够确保以高生产率完成粗镗。该系统在加工较大的孔时可提供刚性更高和更加可靠的性能,其设计可确保加工出要求的孔质量和直径。
优点
- 系统可靠性高,刀头和刀夹之间为刚性接口,保证稳定和无振动的镗削
- 具有最高稳定性的刀夹设计
- 针对大直径镗削经过优化的专用刀柄
- 也可作为轻质刀具提供:CoroBore轻质镗削刀具减轻了刀具重量并减小了换刀力矩,从而使装卸变得更轻松并能进行更大直径的镗削
- 作为减振刀具820D (Silent Tools减振刀具) 提供,即使在长悬伸工况下也能进行高生产率镗削
特点
- CoroBore® 111四刃标准刀片的材质选择针对粗镗应用经过优化
- 范围很广的CoroTurn 107和T-Max P标准刀片类别
- 轴向和径向可调式刀夹降低了库存成本
- 用高强度铝合金制造,降低了总成重量
- 采用硬质涂层提供表面防护,所有部件之间的刚性接口可确保最大稳定性和可靠性
- 贯穿刀具的切削液
应用
- 适用于所有材料的专用槽型和材质
- 大型零件,例如箱体、外壳、齿轮箱、机架等
- 圆刀片刀夹是一种针对覆层材料加工 (例如:在油气应用中Inconel 625焊孔的镗削) 的高效解决方案
| 阶梯镗削 | 单刃镗削 |
通孔 |
断续切削 |
盲孔 |
ISO应用范围







建议
- 选择针对粗镗应用经过优化的CoroBore 111沉头孔工序的KAPR为90°。适合重载加工和不稳定工况的出色刀片。推荐的切削深度为15 mm (0.590英寸)复合材料 (例如堆焊Inconel) 的KAPR为84°
- 为普通应用选择CoroTurn 107,这种产品有种类繁多的槽型和材质可供选择
- 对于要求坚固的刀片和更高加工安全性的苛刻应用,选择T-Max P。
- 阶梯镗削是增加切削深度而又不带来过大振动的有效方法

切削参数
粗镗的一般推荐值:
- 起始参数:短悬伸时vc为200 m/min (在刀片盒上的vc大于vc 200 m/min时适用)。检查刀片盒上的进给和切削深度推荐值
- vc = 标签上参数推荐值的50%。如果出现振动,则降低速度并增加进给。不要同时使用最大推荐进给和ap。
切削参数:CoroBore® 111
| 订购代码 | 材质 | fn进给范围 () | ap切削深度 () | vc切削速度 () | ||||||
| 最小值 | 最大值 | 推荐值 | 最小值 | 最大值 | 推荐值 | 最小值 | 最大值 | 推荐值 | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
拧紧扭矩
刀片螺钉
| ISO | ANSI | 非ISO | 代码 | 尺寸 | Torx Plus | Nm | 英尺磅 |
| CC06 | CC2(1.5) | 5513 020-03 | M2.5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3.5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0.5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2.2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3.5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 |
产品范围
 |  |  |  |
| 150-300 (5.905-11.811) | 148-300 mm (5.827-11.811英寸) | 298-540 (11.732-21.260) | 538-1260 (21.181-49.606) |
| IT9 | IT9 | IT9 | IT9 |
用于CoroBore® XL的CoroBore® 111粗镗刀片
| 刀片类型/尺寸 | 主偏角 | IC | 槽型 | 材质 |
| SPMT 06 06 - Bx SPMT 09 08 - Bx SPMT 12 12 - Bx | 84° | 6, 8, 12 | BR、BM | P 4325 M 2025 K 3210 S 1145 |
总成组件概览:
 |  | 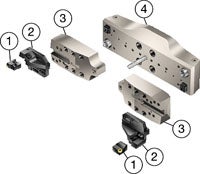 | |||
| 1. 刀夹 2. 滑块 3. 接杆 | 1. 刀夹 2. 滑块 3. 刀桥 | 1. 刀夹 2. 滑块 3. 加长刀桥 4. 刀桥 |
材质和槽型
| GC4235 | GC4225 | GC4215 |
| GC2035 | GC2025 | GC2015 |
| GC4215 | GC3215 | GC3210/GC3205* |
| GC1115 | H10 | GC1810 |
| GC1115/H13A | GC1105 | GC1105 |
*GC3210球墨铸铁,GC3205灰口铸铁
有关切削参数推荐值,参见主样本。
刀柄
直径为148-300 mm (5.827-11.811英寸) 的CoroBore XL配备带可乐满Capto后端接口的集成式接杆。直径为298-1260 mm (11.732-49.606英寸) 的CoroBore XL刀柄设计带有针对大直径镗削经过优化的独特的刀具侧面接口。刀柄具有大支撑面,保证了稳定性,并通过大的驱动平键承受大扭矩而承受轴向力。
通过中心与法兰的内冷却液。可将驱动键和桥式滑块旋转90°。
为镗削工序选择刀柄时,抗弯刚度和扭矩传递是需要考虑的最重要因素。为了获得最佳稳定性和孔质量,可使用Coromant Capto模块化刀柄系统或Coromant EH可互换式切削头系统。
Coromant Capto接口是唯一一种设计用于所有金属切削工序 (包括所有孔加工方法) 的模块化工具系统。相同的切削刀具和接杆可用于不同的应用和机床。这样可使整个车间都使用一种标准化工具系统。记住下列几点:
- 选择尽可能短的接杆
- 选择尽可能坚固的接杆
- 如果需要使用缩径杆,尽可能采用锥型
- 对于长悬伸 (>4 x DCON),使用减振接柄
- 对于长悬伸,如果可能,应确保法兰与主轴接触的刚性夹紧
Coromant EH系统可确保极高的刀具灵活性 - 有大量不同的切削头、接杆和刀柄可供选择。
- 标准化刀具降低了刀具库存,同时最大程度地减少了机床停机时间
- 适用于需长悬伸的镗削工序,例如在直径范围在1–36 mm (0.039–1.42英寸) 的大型加工中心。在深凹腔这种典型应用中,可乐满EH系统提供所需悬伸并同时确保加工安全性
镗削用接杆/夹头选择
| 可乐满Capto | CoroChuck 930 | 冷缩配合 接杆 | 弹簧夹头 接杆 | |
| 扭矩传递 | +++ | +++ | +++ | +++ |
| 跳动量 | +++ | +++ | +++ | +++ |
| 平衡 | +++ | +++ | +++ | +++ |
| 可乐满Capto | 1 | |||
| 可乐满Capto | 1 | |||
| 可乐满Capto | 1 | |||
| 1 | 2 | 3 | ||
| 圆柱直柄 | 1 | |||
| EH | 1 | |||
| 可乐满Capto | ||||
| 可乐满Capto | 1 | |||
| EH | 1 | |||
| 1 | = 首选 | |||
| 2 | 3 | = 补充选择 | ||
®
Coromant Capto系统 - 首选
| 应始终首选带有Coromant Capto接口的刀具,它们具有出色的重复性和市场上最好的稳定性。 |  |  |  |
| CoroBore 820 | |||
 |  | ||
| 可乐满Capto基本刀柄和接杆 | CoroBore 825 | ||
 | |||
| DuoBore | |||
 | |||
| 精镗头 | |||
 | |||
| CoroBore XL | |||

CoroChuck™ 930 - 圆柱直柄镗削刀具的首选。
| CoroChuck 930高精度夹头采用最新的Fulcrum 技术,因此具有非常出色的跳动量精度以及极高的扭矩传递能力。它是目前市场上具有最佳的抗拔出安全性的夹头。 |  | |  |
| HD型 | CoroBore 825圆柱直柄 | ||
 | |||
| 细长型 | |||
 | |||
| CoroBore 824 XS EH |
补充接柄
| 冷缩配合接杆可用于确保可达性。然而,如果对可达性有要求,最好选择带集成式减振机构的CoroBore 825。 |  | | |
| 冷缩配合接杆 | CoroBore 825圆柱直柄 |
| 弹簧夹头可与CoroBore 825圆柱直柄一起使用。然而,与HydroGrip相比,由于夹紧力较低和跳动量较大,这不是最佳解决方案。此外,它不能单独调节平衡。 |  | | |
| 弹簧夹头接杆 | CoroBore 825圆柱直柄 |
