
直径148 - 1260 mm (5.91 - 49.61英寸)
 |  |  | |||
 |  |  | |||
| 高生产率镗削 | 阶梯镗削 | 单刃镗削 | |||
| 需要: | |||||
| 1个接杆 2 个加长滑块 2 个刀夹 | 1个接杆 2 个加长滑块 2 个刀夹 | 1个接杆 1 (2) 个加长滑块 1 (2) 个刀夹 第二个滑块和刀夹用作配重 |
刀具安装
直径148 - 300 mm (5.83 - 11.81英寸)
- 将滑块安装至接杆,将垫圈放到夹紧螺钉上。
- 将刀夹放到滑块上,将盘形弹簧放到夹紧螺钉上。
- 用手拧紧滑块上的夹紧螺钉,以使滑块和刀夹容易移动。
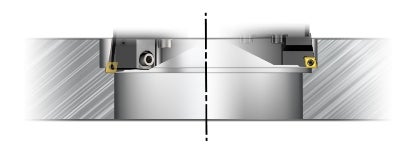
直径298 - 540 mm (11.81 - 21.26英寸)
- 根据直径范围将滑块安装至刀桥的正确位置。
- 将刀夹放到滑块上。
- 将盘形弹簧放到夹紧螺钉上。
- 用手拧紧滑块上的夹紧螺钉,以使滑块和刀夹容易移动。
盘形弹簧的压力可防止滑块在滑块螺钉被锁紧时移动,或在刀具安装在机床中的情况下进行调节时在重力的作用下移动。
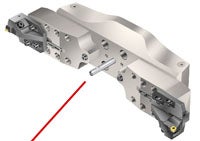
直径538 - 1260 mm (21.18 - 49.61英寸)
- 根据直径范围将加长刀桥安装至刀桥的正确位置。
- 用螺钉紧固,检查扭矩是否正确。
- 根据直径范围将滑块安装至加长刀桥上的正确位置。
- 将刀夹放到滑块上。
- 将盘形弹簧放到夹紧螺钉上。
- 用手拧紧滑块上的夹紧螺钉,以使滑块和刀夹容易移动。
盘形弹簧的压力可防止滑块在滑块螺钉被锁紧时移动,或在刀具安装在机床中的情况下进行调节时在重力的作用下移动。确保盘形弹簧位于图中所示的位置。
刀具调整
高生产率镗削
- 对刀夹的夹紧螺钉施加预应力,以进行平稳调整。
- 用调整螺钉进行调整,直到刀片刀尖半径达到调整长度。
- 务必从小长度值向大长度值进行调整。
- 锁紧刀夹夹紧螺钉。
- 调整刀夹 (轴向):
- 调整滑块 (径向):
- 对滑块的夹紧螺钉施加预应力,以进行平稳调整。
- 用调整螺钉进行调整,直到刀片刀尖半径达到调整直径。
- 务必从小直径值向大直径值进行调整。
- 锁紧滑块夹紧螺钉。
- 安装刀片。
- 将刀具放入预安装器中。
- 旋转刀具,直至找到所选滑块上的最大直径。在预安装器处锁止该位置。
- 要在刀具预安装器上调整所需直径:
- 对于滑块2重复该步骤。
- 拧紧滑块和刀夹上的夹紧螺钉。参见下面的操作说明,以获得镗削刀具的推荐拧紧扭矩 (如有需要,可在刀具预安装器外部完成)。
- 检查刀具预安装器中刀具的直径和长度。如有可能,将刀具参数传输至机床控制系统。
阶梯镗削
将两个滑块调整至不同的直径和高度。直径较小的滑块需要调整至较长的轴向位置;最终直径的滑块代表更短的刀具长度。两个切削刃的轴向差至少必须为进给率的1/2。每齿进给率等于每转进给率。
- 对刀夹的夹紧螺钉施加预应力,以进行平稳调整。
- 用调整螺钉进行调整,直到刀片刀尖半径达到调整长度。
- 务必从小长度值向大长度值进行调整。
- 锁紧刀夹夹紧螺钉。
- 调整刀夹 (轴向):
- 调整滑块 (径向):
- 对滑块的夹紧螺钉施加预应力,以进行平稳调整。
- 用调整螺钉进行调整,直到刀片刀尖半径达到调整直径。
- 务必从小直径值向大直径值进行调整。
- 锁紧滑块夹紧螺钉。
- 安装刀片。
- 将刀具放入预安装器中。
- 旋转刀具,直至找到所选滑块上的最大直径。在预安装器处锁止该位置。
- 注意: 应将总切深分为两等份,以使刀具尽可能保持平衡。
- 要在刀具预安装器上调整所需直径:
- 对于滑块2重复该步骤。
- 拧紧滑块和刀夹上的夹紧螺钉。参见下面的操作说明,以获得镗削刀具的推荐拧紧扭矩 (如有需要,可在刀具预安装器外部完成)。
- 检查刀具预安装器中刀具的直径和长度。如有可能,将刀具参数传输至机床控制系统。
单刃镗削
- 无需进行轴向调整。锁紧刀夹夹紧螺钉。
- 调整滑块 (径向):
- 对滑块的夹紧螺钉施加预应力,以进行平稳调整。
- 用调整螺钉进行调整,直到刀片刀尖半径达到调整直径。
- 务必从小直径值向大直径值进行调整。
- 锁紧滑块夹紧螺钉。
- 将刀片安装到一个刀夹上。 注意: 带刀夹的另一个滑块用于平衡刀具。
- 将刀具放入预安装器中。
- 旋转刀具,直至找到所选滑块上的最大直径。在预安装器处锁止该位置。
- 要在刀具预安装器上调整所需直径:
- 对于滑块2重复该步骤。
- 拧紧滑块和刀夹上的夹紧螺钉。参见下面的操作说明,以获得镗削刀具的推荐拧紧扭矩 (如有需要,可在刀具预安装器外部完成)。
- 检查刀具预安装器中刀具的直径和长度。如有可能,将刀具参数传输至机床控制系统。

直径298 - 1260 mm (11.73 - 49.61英寸)
多刃镗削
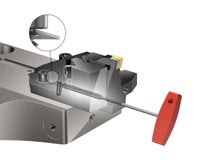
推荐的直径调整方法是预安装器或在将机床表用作参考的同时使用预设置规。如果没有预安装器,则可借助于刻度盘标记对滑块进行粗调。调整螺钉和盘形弹簧对于滑块的简单、平稳调整很有帮助,特别是当刀具安装在主轴中时。
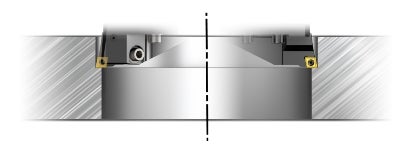
如果没有预安装器,则中心销是对滑块进行调整的理想部件:测量中心销至切削刃的距离,用该距离减去中心销半径 (8 mm (0.315英寸)) 便可得到切削刃的径向位置
中心销
