| 原因 | 解决方案 |

后刀面磨损
每种应用中更可取的磨损类型能够确保可预测的稳定刀具寿命。
|
- 切削速度过高
- 材质韧性过高
- 耐磨性不足
- 工件材料中的硬质成分
|
- 降低切削速度
- 根据韧性或耐磨性要求选择更合适的材质
|
沟槽磨损

|
- 粘性和/或加工硬化材料
- 使用约90°的主偏角
(约0°的切入角)
- 槽形负前角过大
|
|
月牙洼磨损

|
- 切削速度和/或进给过高
- 断屑槽过窄
- 化学溶解或磨粒磨损
- 耐磨性过低
|
- 降低切削速度或进给
- 选择耐磨性更高的材质
- 选择更开放/切削刃更锋利的槽型
|


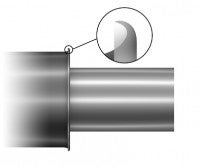
塑性变形
下塌 压痕
|
- 高热负载和压力,切削温度过高
- 材质韧性过高/过软
- 冷却液供应不足
|
- 通过降低切削速度和/或进给降低热负载和压力负荷
- 如果切削刃塌下,则首先降低进给
- 如果后刀面塌下,则首先降低切削速度
- 选择更耐磨/耐热的材质
- 选择更开放/切削刃更锋利的槽型
- 改进冷却液供应
|
积屑瘤 (B.U.E)

|
- 切削温度过低
- 粘性材料
- 槽型切削刃过于不锋利
- 涂层过厚
|
- 通过提高切削速度来提高切削温度
- 选择PVD涂层材质 (PVD涂层上的积屑瘤更少)
- 选择切削刃更加锋利的槽型
|
破损

|
- 粘性材料
- 切削速度过低
- 断续加工使用冷却液
- 涂层过厚
|
- 提高切削速度
- 关闭冷却液
- 选择涂层更薄、刃线安全性更高的材质 (PVD)
|
切削刃崩刃

|
- 不稳定工况
- 材质过硬/过脆
- 涂层太厚 (CVD,导致刃线涂层剥落)
|
- 使机床工况更加稳定
- 选择韧性更高的牌号
- 选择强度更高的槽形
- 选择涂层 (PVD) 更薄的材质
|
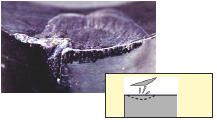
热裂纹

|
- 变化的切削刃温度
- 断续切削和冷却液
- 材质对于热冲击变化较为敏感
- 使用涂层更厚的材质 (CVD)
|
- 关闭冷却液或供给足量的冷却液以达到恒定的温度水平
- 降低切削速度
- 选择涂层 (PVD) 更薄的材质
|
破裂

|
- 过度磨损
- 选错材质 (韧性太高/太坚硬)
- 错误的切削参数
|
- 执行 (切削时间) 较短的工序:检查磨损如何开始以及主要磨损类型
- 更改切削参数
- 选择更适合的刀片材质/槽型
|
表面崩裂 - 陶瓷刀片
|
|
- 降低进给
- 选择韧性更高的牌号
- 选择倒角更小的刀片,或使用另一种槽型改变切削力方向
|
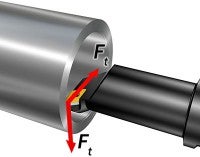
切削区域外崩刃

|
- 因朝向台肩而堵屑
- 切屑在切削刃的作用下偏斜
- 进给或进给方向未经过优化
|
- 改变工序路径 (避免朝向台肩)
- 改变进给
- 选择PVD涂层材质
- 选择能够改变切屑流的刀片槽型
|