
Kanal veya oluk frezeleme
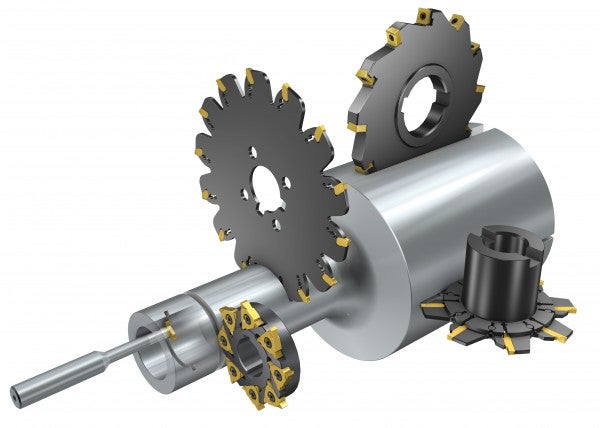
Kanal ve oluk frezeleme, kenar ve yüzey frezelemesinin çoğu zaman parmak frezelemeye tercih edildiği işlemdir.
- Oluklar veya kanallar kısa veya uzun, kapalı veya açık, düz veya düz olmayan, derin veya sığ, geniş veya dar olabilir
- Takım seçimi kanalın genişliği, derinliği ve belli bir ölçüde uzunluğuna göre belirlenir
- Kullanılan tezgah tipi ve çalışma sıklığı, parmak freze, uzun kenarlı freze veya yan veya yüzey freze takımından hangisinin kullanılacağını belirler
- Kenar ve yüzey frezeleri, özellikle yatay frezeleme tezgahları kullanıldığında uzun, derin kanalların geniş hacimlerinin frezelenmesi için en etkin yöntemi sunar. Dikey frezeleme tezgahları ve işleme merkezlerinin artması, parmak frezelerin ve uzun kenarlı frezelerin de sıklıkla çeşitli kanal frezeleme işlemlerinde kullanılması anlamına gelir
Freze konseptlerinin karşılaştırması
Kenar ve yüzey frezeleme
+ Açık oluklar
+ Derin oluklar
+ Ayarlanabilir genişlik/toleranslar
+ Çoklu kanal frezeleme
+ Kesme
+ Farklı genişlikler/derinlikler için geniş ürün serisi
– Kapalı oluklar
– Sadece doğrusal kanal açma
– Talaş boşaltma

Parmak frezeleme
+ Kapalı oluklar
+ Sığ oluklar
+ Doğrusal olmayan oluklar
+ Çok yönlülük (ek yöntemler):
- Zorlu malzemeler (sert çelikler, HRSA, vb.) için yuvarlamalı oluk frezeleme
- Uzun takım kullanma mesafeleri için bir sorun çözücü olarak dalma frezeleme
- Yarı ince talaş işleme/ince talaş işleme işlemleri kolaylıkla eklenebilir
- Bir parmak frezesi, oluk frezeleme dışındaki işlemler için de kullanılabilir
– Derin oluklar
– Yüksek kuvvetler
– Sapmada titreşime duyarlı
Kenar ve yüzey frezeleme

Kenar ve yüzey frezeleri uzun, derin, açık olukları etkin bir şekilde işler ve üstün stabilite ve verimlilik sağlar. Frezeler aynı düzlemde aynı anda birden fazla yüzeyi işlemek için bir grup içerisinde birleştirilebilir.
Nasıl uygulanır
- Her zaman en az bir kenar delik içerisinde olacak şekilde freze ölçüsünü, hatve ve pozisyonu seçin
- Optimum diş başına ilerlemeyi elde etmek için talaş kalınlığını kontrol edin
- Zorlu frezelemelerde, güç ve tork gereksinimlerini kontrol edin. Katı arborlar ve kullanma mesafeleri, arborların serbest bir sonunun olduğu uygulamalarda çok önemlidir
- Fikstür ve arbor desteği, yukarı frezeleme kesme kuvvetlerini kullanabilmek için güçlü olmalıdır
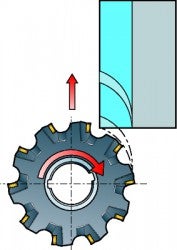
Aynı yönlü frezeleme:
- İlk tercih edilen yöntem
- İş parçasını tablanın altına doğru itmesini önlemek için teğetsel kesme kuvvetlerinin yönünde sağlam bir durdurma kullanın. İlerleme yönü kesme kuvvetlerine karşılık gelir, bu, frezenin tırmanma yatkınlığı olduğundan rijitliğin ve geri tepmenin önlenmesinin önemli olduğu anlamına gelir
Ters yönlü frezeleme:
- Yetersiz rijitliğe bağlı olarak sorunların ortaya çıktığı veya alışılmamış malzemeler üzerinde çalışılan uygulamalarda alternatif
- Daha derin kanallarda zayıf kurulumlar ve talaş sıkışması ile oluşan problemleri çözer
Volan:
- Zayıf kurulumlar için ve kullanılan güç ve tork düşük olduğunda iyi bir tamamlayıcı
- Volanı, takıma mümkün olduğu kadar yakın şekilde konumlandırın
- İş parçası montajının güçlendirilmesi her zaman iyi bir yatırımdır
Kenar ve yüzey frezeleme takımları kullanarak açık oluk frezeleme
Diş başına ilerleme hesaplama
Kenar ve yüzey frezeleme takımlarının kullanıldığı çevresel frezelemede bir diş başına uygun ilerleme, fz elde etmek önemli bir faktördür. Yetersiz değerler ciddi dezavantajlara neden olur, dolayısıyla bu hesaplama yapılırken her zaman daha dikkatli olunmalıdır.
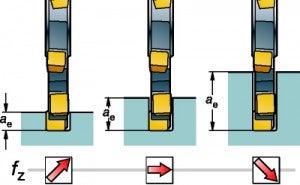
Diş başına ilerleme, fz, değeri önerilen maksimum talaş kalınlığını sağlamak amacıyla daha derin oluklar için azaltılmalı ve daha sığ oluklar için artırılmalıdır. Örneğin, geometri M30 kullanılarak tam oluk açılırken maksimum talaş kalınlığı için başlangıç değeri 0,12 mm (0,005 inç) olmalıdır.
Not: Tam oluk genişliğini kesmek için iki kesici uç birlikte çalıştığı için ilerleme kesici uç sayısının yarısı kullanılarak hesaplanır zn.
| ae / Dcap (%) | fz (mm/diş) | hex (mm) |
| 25 | 0,14 (0,006 inç) | 0,12 (0,005 inç) |
| 10 | 0,20 (0,008 inç) | 0,12 (0,005 inç) |
| 5 | 0,28 (0,011 inç) | 0,12 (0,005 inç) |
Kesme derinliği
Daha derin oluklar için özel bir freze sipariş edilebilir. Daha derin oluklar işlenecekse diş başına ilerleme azaltılmalıdır. Oluk daha sığ ise ilerlemeyi artırın.
Not: Bir oluğun derinliği, ana arborun çapı, tahrik kamalarının deformasyon mukavemeti ve talaş yuvalarının kapasitesi ile sınırlandırılabilir.
Volan – yatay tezgahlarda
Darbeli işleme nedeniyle ağır burulma titreşimleri oluşturabilen kenar ve yüzey frezeleme işlemlerinde her bir zamanda sadece birkaç diş devreye girer. Bu, işleme sonucu ve verimlilik için zararlıdır.
- Bir volanın atanması çoğu zaman titreşimleri azaltmak için iyi bir çözümdür. Tezgahtaki yetersiz güç, tork ve stabilitenin neden olduğu sorunlar çoğu zaman volanların doğru kullanımı ile çözümlenir
- Bir volan ihtiyacı, daha büyük, daha stabil ve daha güçlü bir tezgaha kıyasla düşük güçteki küçük bir tezgahta veya daha büyük aşınmalı bir tezgahta daha fazladır
- Volanı, takıma mümkün olduğu kadar yakın şekilde konumlandırın.
- Volan kullanımı, daha düzgün işleme sağlar, bu da karşılık olarak gürültü ve titreşimde bir azalmaya ve daha uzun takım ömrüne yol açar
- Yukarı frezelemeye ilaveten frezeleme takımının üzerine kurulduğu arbora bir volan takılabilir
- Kenar ve yüzey frezeleme yapılırken stabiliteyi daha da geliştirmek için uygulamanın izin verdiği mümkün olan en büyük volanı kullanın
- Her biri arbora uyacak bir merkez deliği ve ana kanala sahip olan bir dizi yuvarlak karbon çelik diskini birleştirmek, bir volan oluşturmak için en iyi yöntemdir
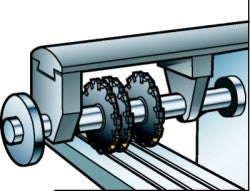
Şaşırtmalı bir düzende monte edilmiş frezeleri kullanarak çoklu frezeleme
2 kama kanalı ile delik montajı yapabilen frezeler aynı zamanda birden fazla oluğun frezelenmesi için farklı açılı bir düzende ayarlanabilirler. Frezelerin birbirine bağlı olarak yerlerinin değiştirilmesi, titreşimi önlemeye yardımcı olur. Bu volan ihtiyacını da azaltır.

Dar ve sığ kanalların ve olukların frezelenmesi
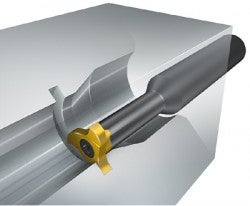

Çok yönlü frezeler, çoğu küçük kanal tipine uyacak şekilde kullanılabilen çok kenarlı kesici uçlara sahiptir. Yaygın uygulamaların içinde, özellikle de döndürülemeyen parçalar üzerinde, delik içi segman ve sızdırmazlık halka kanallarının ve küçük düz veya dairesel dış çap kanallarının işlenmesi bulunmaktadır.
İçten kanal açma
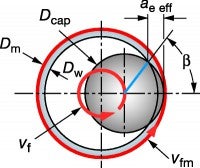
- Dairesel frezeleme kullanılırken düzgün bir giriş programlanmalıdır.
- Freze çapı ile delik çapı arasındaki bağı göz önünde bulundurun, Dc/Dw. Bağ ne kadar küçükse, kavrama o kadar büyük olacaktır.
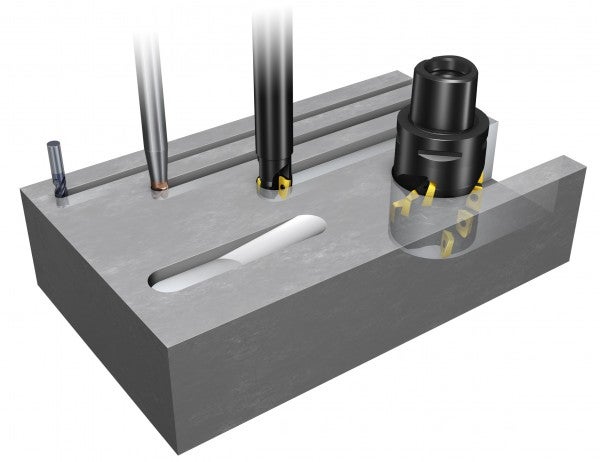
Olukların parmak frezelemesi

Parmak frezeleme daha kısa, sığ oluklar için, özellikle kapalı kanallar ve yuvalar ve kama yuvalarının frezelenmesi için seçilir. Parmak frezeler, aşağıdakiler gibi kapalı olukları frezeleyebilecek tek takımlardır:
- Düz, kıvrımlı veya açılı
- Takım çaplarından daha büyük, belirtilen yuvalar için
Daha ağır oluk açma işlemleri, çoğu zaman uzun kenarlı frezeleme takımları kullanılarak gerçekleştirilir.
Takım seçimi
Parmak frezeler ve uzun kenarlı frezeler
 |  |  |  | |
| Yekpare karbür parmak frezeler | Kenar yüzey parmak frezeleri | Uzun kenarlı frezeler | Değiştirilebilir başlıklı parmak frezeler | |
| Tezgah / fener mili boyutu | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30,40, 50 |
| Stabilite gereksinimi | Yüksek | Orta talaş işleme | Yüksek | Düşük |
| Kaba talaş işleme | Çok iyi | iyi | Çok iyi | Kabul edilir |
| İnce talaş işleme | Çok iyi | iyi | Kabul edilir | Çok iyi |
| Kesme derinliği ap | Büyük | Orta talaş işleme | Büyük | Küçük |
| Çok yönlülük | Çok iyi | iyi | Kabul edilir | Çok iyi |
| Verimlilik | Çok iyi | iyi | Çok iyi | iyi |
Nasıl uygulanır
- Yüksek performanslı aynalara monte edilmiş uzun öngörülebilir bir takım ömrüne sahip hafif kesimli parmak frezeleri kullanın
- Mümkün olan en kısa kullanma mesafesini elde etmek için takım aynasından kesici kenara kadar olan mesafeyi minimuma indirin
- Yeterli talaş kalınlığı üretmek için kenar başına ilerlemeyi dikkate alın. Titreşimlere, kötü yüzeylere ve çapak oluşumuna neden olabilecek olan ince talaşları önlemek için seyrek hatveli frezeler kullanın
- Stabilite için en iyi çap/uzunluk değerine ulaşmak için mümkün olan en büyük takım boyutunu kullanın
- En uygun kesme hareketini elde etmek için aşağı frezelemeyi mümkün olduğu kadar sık kullanın
- Talaşları kanaldan boşalttığınızdan emin olun. Talaş tıkanıklığını önlemek için basınçlı hava kullanın
- En iyi stabilite ve fener mili desteği için Coromant Capto bağlaması kullanın
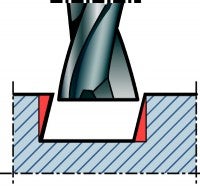
Parmak frezeleme takımları ile kanal açma

Genelde tam oluk açma olarak adlandırılan bir kanalın veya oluğun işlenmesi, üç işlenmiş yüzeyi kapsar:
- Her iki ucu da kapalı olan oluklar, eksenel yönde çalışabilecek parmak frezelere ihtiyaç duyan yuvalardır
- Bir parmak frezesi ile tam oluk açmak zorlu bir işlemdir. Eksenel kesme derinliği genelde kenar uzunluğunun yaklaşık %70'i kadar azaltılmalıdır. Tezgah rijitliği ve talaş boşaltma da işlem için en iyi yöntem belirlemede dikkate alınmalıdır
- Parmak frezeler, kesme kuvvetlerinin etkilerine karşı duyarlıdır. Sapma ve titreşim, özellikle de uzun kullanma mesafeleri ile yüksek işleme hızlarında sınırlandırıcı faktörler olabilir
Kama yuvası oluk açma
Bu işlem için düz yüzeylerin frezelenmesi ve kanal açma için genel önerilerin yanında bazı özel yönlendirmeler gereklidir. Tek bir adımda frezelenen bir oluk, kesme kuvvetlerinin yönüne ve takımın bükülme yatkınlığına bağlı olarak mükemmel bir kare biçimine sahip olmayacaktır. İşlemde küçük bir parmak freze kullanılıyorsa ve işlem iki adıma bölündüyse en iyi hassasiyet ve verimliliğe erişilir:
- Kama kanalı frezeleme – tam oluğun kaba talaş işlemesi
- Kenar frezeleme – doğru kare köşeler oluşturmak için yukarı frezeleme kullanılarak oluğun tüm çevresinin ince talaş işlemesi
Kötü yüzey kalitesinin ve/veya doğru bir 90° kenardan sapmanın ana nedeni olan freze sapmasını önlemek için radyal kesme derinliği, ince talaş işleme işlemlerinde düşük tutulmalıdır.
İki adımda kama kanalının frezelenmesi
Yekpare bir milde kapalı bir oluğun veya yuvanın açılması için yöntemler
Uzun ve dar, tam genişlikteki olukların frezelenmesi hazırlığında doğrusal rampalama, bir yuvanın açılması için delik delmeden sonra en yaygın yöntemdir.
Sığ oluklar için kademeli frezeleme de bir alternatif olabilir. Dairesel rampalama daha geniş olukların ve yuvaların frezelenmesi için kullanılır.
Üç farklı yöntemin karşılaştırılması
Konvansiyonel oluk frezeleme
+ Konvansiyonel 3 eksenli tezgahlar kullanılabilir
+ Stabil koşullar altında yüksek talaş kaldırma oranları
+ Basit programlama
+ Geniş takım seçimi
– Yüksek radyal kesme kuvvetleri oluşturur
– Titreşime duyarlı
– derin oluklar tekrarlanmış pasolar gerektirir
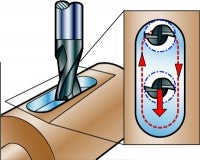
Yuvarlamalı frezeleme
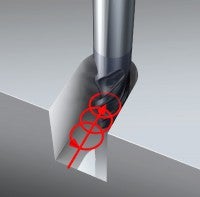
+ Düşük radyal kesme kuvvetleri, daha az titreşim hassasiyeti oluşturur
+ Derin olukların frezelemesi sırasında minimal sapma
+ Aşağıdakiler için verimli bir yöntem:
- sert çelik ve HRSA malzemeleri işlerken (ISO H ve S)
- Titreşim açısından hassas uygulamalar
+ Freze çapı kanal genişliğinin maksimum %70'i olmalıdır
+ İyi talaş boşaltma
+ Düşük ısı oluşumu
– Daha fazla programlama gereklidir
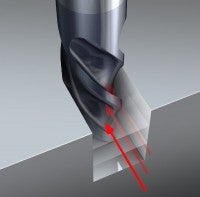
Dalma frezeleme
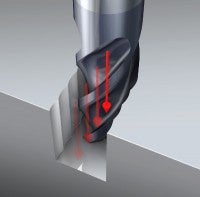
+ Titreşime duyarlı uygulamalarda sorun çözücü:
- Uzun takım kullanma mesafeleri ile
- Derin oluk açmada
- zayıf tezgahlar veya kurulumlar ile
– Stabil koşullar altında düşük verimlilik
– Artık frezeleme/ince talaş işleme operasyonu gerektirir
– Uç kesimi, talaş boşaltmayı engelleyebilir
– Sınırlı takım seçimi
Uzun kesme kenarlı freze ile kaba oluk açma
- Büyük talaş kaldırma kapasiteli frezeler genellikle kaba talaş işleme için kullanılır
- Daha kısa versiyonlar, stabil ve güçlü frezeleme tezgahlarında çapa eşit derinlikte oluklar üretebilir
- Stabil ISO 50 fener milleri kullanın, çünkü bu frezeler uygun radyal kuvvetler oluşturmaya daha müsaittir
- Güç ve tork gereksinimlerini kontrol edin, çünkü bunlar optimum sonuçlar için genellikle sınırlayıcı faktörlerdir
- Her işlem tipi için en uygun hatveyi seçin

Daha uzun tasarımlar, öncelikle
kenar işleme işlemleri için tasarlanmıştır.
| Hatve | L  | M  | H  |
| Uygulama alanı | Seyrek | Sık | Ekstra sık |
| Kenar frezeleme | Derin ap/ae | Orta ap/ae | Orta ap/ae |
| Oluk frezeleme | Orta ap/ae | Sınırlı | __ |
| vc ft/dak |
