
Diş çekme formülleri ve tanımları
Bu bölümde, diş tornalama, diş frezeleme veya kılavuz çekme işlemleriniz için kesme hızı, ilerleme hızı ve diğer tüm parametrelerin hesaplanmasıyla ilgili diş çekme formülleri ve tanımları sunulmuştur. Ayrıca çeşitli diş formlarına ait uluslararası standartlara uygun gösterimleri de burada bulabilirsiniz.
Diş tornalama için formüller ve tanımlar
İlerleme
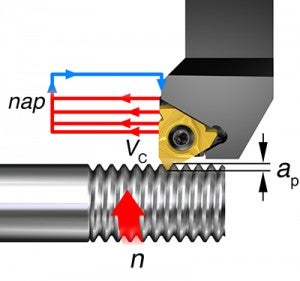
Dişin tam kesme derinliğinin daha küçük kesimlere bölünmesi ile kesici ucun hassas köşe radyüsü aşırı yüklenmez.
Örnek: Kesme derinliğinde paso başına 0,23–0,10 mm (0,009–0,004 inç) alınması ile (radyal ilerleme), tam kesme derinliği (ap) ve dişin profil derinliği (0,94 mm (0,037 inç)), 1,5 mm (0,06 inç) hatveli metrik diş ile 6 pasoda (nap) tornalanır.
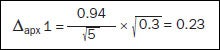 | 1. paso, ilerleme 0,23 mm |
 | = 0,009 inç |
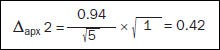 | 2. paso, ilerleme 0,42–0,23 = 0,19 mm |
 | 0,017–0,009 = 0,008 inç |
 | 3. paso, ilerleme 0,59–0,42 = 0,17 mm |
 | 0,023–0,017 = 0,006 inç |
 | 4. paso, ilerleme 0,73–0,59 = 0,14 mm |
 | 0,029–0,023 = 0,006 inç |
 | 5. paso, ilerleme 0,84–0,73 = 0,11 mm |
 | 0,033–0,029 = 0,004 inç |
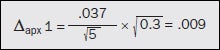
 | 6. paso, ilerleme 0,94–0,84 = 0,10 mm |
 | 0,037-0,033 = 0,004 inç |
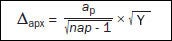
İlerleme, şu formüle göre hesaplanabilir:
Δap = Radyal ilerleme, paso başına kesme derinliği
X = Gerçek paso (1'den nap'a seri halinde)
ap = Toplam diş derinliği + ekstra malzeme
nap = Paso sayısı
Y = 1. paso = 0,3
2. paso = 1
3. ve üzeri = x-1
Hatve 1,5 mm (0,06 inç)
ap = 0,94 mm (0,037 inç)
nap = 6
γ1 = 0,3
γ2 =1
γn = x-1
| Sembol | Gösterim/tanım | Metrik | inç |
| ap | İlerleme, tam kesme derinliği | mm | inç |
| n | İş mili hızı | dev/dak | dev/dak |
| Vc | Kesme hızı | m/dak | |
| nap | Paso sayısı |
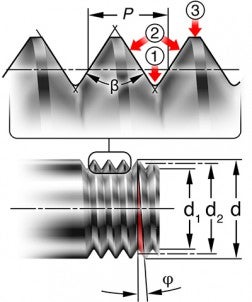
- Kök/diş dibi
Dişin bitişik iki serbest yüzeyini bağlayan alt yüzey - Serbest yüzey/yan
Diş tepesini ve kökünü bağlayan dişli yüzeyin yanı - Diş tepesi/tepe
İki kenarı ya da serbest yüzeyi bağlayan üst yüzey.
P = Hatve, mm veya inç başına diş (t.p.i.)
Vida dişi üzerindeki bir noktadan eksene paralel şekilde ölçülen bir sonraki dişe olan mesafe.
β = Diş profili açısı
Dişin bitişik iki serbest yüzeyi arasında bulunan ve eksenel planda ölçülen açı.
φ = Dişin boşluk açısı (helis açısı)
Dişin hatve çapından ölçülen eksene dik plandaki açı.
Çap parametreleri
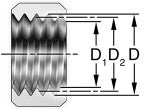
d = Büyük çap, dıştan
D = Büyük çap, içten
d1 = Ufak çap, dıştan
D1 = Ufak çap, içten
d2= Hatve çapı, dıştan
D2= Hatve çapı, içten
Vida dişinin etkin çapıdır; büyük ve küçük çapların yaklaşık ortasıdır.
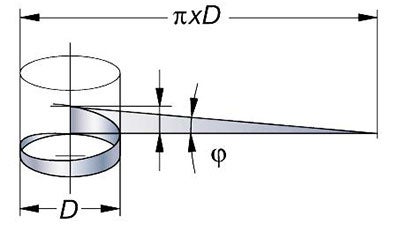
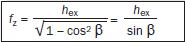
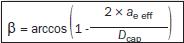
Boşluk açısı (helis açısı)
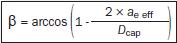
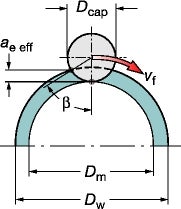
Boşluk açısı, φ, (helis açısı) dişin çapına ve hatvesiyle ilişkilidir ve bu değerlere bağlıdır. Bu ölçüm, parçadan çözülen bir üçgenle temsil edilebilir. Boşluk açısı aşağıdaki formüle göre hesaplanır.
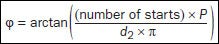
Boşluk açısı hesaplama formülü.
N = başlangıç sayısı
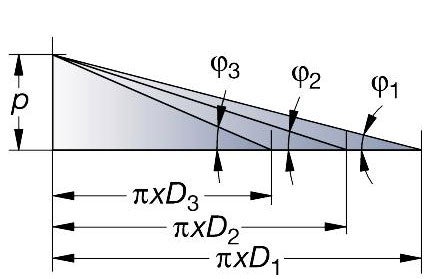
Farklı çaplardaki aynı hatve farklı bir boşluk açısı verir.
Diş frezeleme için formüller ve tanımlar
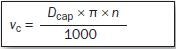
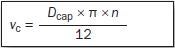
Kesme hızı (vc)
Metrik (m/dak)
İnç (ft/dak)
Delik içi diş frezeleme formülleri
Hesaplanmış versiyon
Çevresel ilerleme (mm/dak) (inç/dak)
Radyal kesme derinliği (mm) (inç)
Takım merkezi ilerlemesi (mm/dak) (inç/dak)

Diş başına ilerleme (mm) (inç)
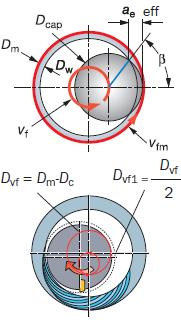
İçe doğru yuvarlanan takım yoluyla diş frezeleme, Dvf1
Dış çap diş frezeleme formülleri
Hesaplanmış versiyon
Çevresel ilerleme (mm/dak) (inç/dak)  | Takım merkezi ilerlemesi (mm/dak) (inç/dak)  |
Diş başına ilerleme (mm) (inç)  | |
 |
Kılavuz çekme için formüller ve tanımlar
| Metrik | İnç |
İş mili hızı, (n) (dev/dak) 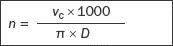 | 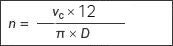 |
İlerleme hızı  | |
Tork (Md) (Nm)  |
Güç (P) (kW)  |
| Parametre | Tanımı | Metrik birim | İnç birim |
| Md | Tork | Nm | in.lb |
| p | Hatve | mm | inç |
| D / DC | Anma çapı | mm | inç |
| kc | Özgül kesme kuvveti | N/mm2 | lbs/in2 |
| n | İş mili hızı | rpm (dev/dak) | rpm (dev/dak) |
| P | Güç | kW | bg |
| Vc | Kesme hızı | m/dak | Feet/dak |
| vf | İlerleme hızı | mm/dak | inç/dak |
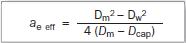
Delik ölçüsü için formüller
Aşağıdaki formüllerle temel bir delik ölçü hesaplaması yapılabilir.
Kesme kılavuzu için temel delik ölçüsünün hesaplanması
|
|
|
|
|
|
|
|

Biçim verme (ovalama) kılavuzu için temel delik ölçüsünün hesaplanması
 | |
| |
 | |
|

Kesme kılavuzu için diş yüksekliğiyle temel delik ölçüsünün hesaplanması

| |
| |
| |
|

Biçim verme kılavuzu için diş yüksekliğiyle temel delik ölçüsünün hesaplanması
 | |
| |
 | |
|


| Parametre | Anlamı | Metrik birim | İnç birim |
| D | Delik çapı | mm | inç |
| TD | Vida dişi anma çapı | mm | inç |
| TP | Diş hatvesi | mm | |
| TPI | Diş adımı inç | inç | |
| TH | Diş yüksekliği | % | % |
Diş yüksekliğini yüzde olarak hesaplama, %
% Olarak diş yüksekliği, delik içi dişin gerçek yüksekliği ile maksimum yüksekliği arasındaki orandır. Aşağıdaki örnek ISO ve UTS standardı – 60° vida dişlerine uygulanır.
Örnek, M8x1,25
Standarda göre maksimum diş yüksekliği 6/8 H olur.
H = 0,866 x P
(H = Temel üçgen yüksekliği)
(P = diş hatvesi)
Maksimum diş yüksekliği:
6/8 * (0,866 x 1, 25) = 0,811 mm
Ø6,9 mm olan bir çekirdek delikteki gerçek diş yüksekliği:
(8 - 6,9) / 2 = 0,55 mm
Diş yüksekliği (0,55 / 0,81) x 100 = %68 olur
Gerçek diş yüksekliği Önerilen çekirdek delik Ø | 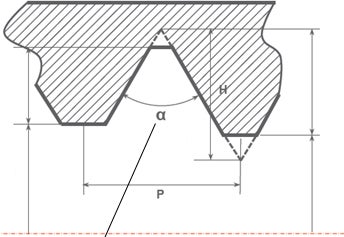 60° diş | Delik içi dişin maksimum diş yüksekliği (6/8 H) Standarda göre min. çekirdek delik Ø |
Dişlerin uluslararası standartlara uygun tanımları
Uluslararası standartlar
Dişli bir bağlantının, belirli bir yükü taşıyacak bir bağlantı oluşturacak şekilde, her iki yarısının (iç çap ve dış çap/ dişi ve erkek) birbirine tam olarak uymasını sağlamak için dişler belirli standartlara uygun olmalıdır. Bu yüzden, tüm yaygın vida dişi tipleri için uluslararası diş formu standartları oluşturulmuştur.
ISO metrik vida dişi gösterimleri
Bütün diş gösterimi, diş formunu ve toleransı gösteren değerlerden oluşmaktadır. Tolerans, tolerans kalitesini gösteren bir sayıyla, tolerans konumu ise harflerle gösterilir.
Örnekler
M16 - 6h
M16: Diş tanımlama ve nominal ölçü
6h: Hatve ve diş tepesi konumu için tolerans sınıfı
M10 x 1,25 5g6g
M10: Hatve
1,25: Hatve çapı için tolerans sınıfı
5g6g: Diş tepesi çapı için tolerans sınıfı
Delik içi diş tolerans sınıfının ardından eğik bir çizgi sonrasında ise dış çap dişi tolerans sınıfı geldiğinde dişli parçalar arasında uyum var demektir.
Tolerans konumları
Tolerans pozisyonu temel sapmayı gösterir ve delik içi dişlerde büyük harfle, dış çap dişlerinde de küçük harfle gösterilir. Tolerans kalitesi ve konumunun bileşimi tolerans sınıfını verir. Tolerans sınıfı değerleri farklı diş açma sistemlerinin standartlarında belirtilmiştir.
ISO inç dişler (UNC, UNF, UNEF, UN)
UN sisteminde 1'den (kaba) 3'e (ince) üç farklı tolerans sınıfı bulunur. Standart bir UN diş aşağıdaki şekilde gösterilir:
¼” 20 20UNC - 2A
¼” – Büyük diş çapı
20 – Hatve değeri: inç başına diş (t.p.i.)
UNC – Kaba hatveyi gösterir
2A – Orta toleransı gösterir
ISO – birleşik (UN):
Gevşek tolerans: 1A (dış çap dişler), 1B (delik içi dişler)
Orta tolerans: 2A (dış çap dişler), 2B (delik içi dişler)
Dar tolerans: 3A (dış çap dişler), 3B (delik içi dişler)
Çeşitli UN vida dişi tipleri
| UNC | kaba hatveli diş çapı |
| UNF | hassas hatveli diş çapı |
| UNEF | ekstra hassas hatveli diş çapı |
| UN | sabit hatveli diş çapı |
Whitworth vida dişleri (G, R, BSW, BSF, BSPF)
Whitworth vida dişleri artık eskide kalmıştır, ancak Whitworth boru dişleri kabul gören uluslararası standartlardır. Harici Whitworth boru dişleri için iki, dahili Whitworth boru dişleri için de bir tolerans sınıfı bulunur.
Whitworth boru dişleri: BSW, BSF ve BSP.F
Tolerans konumu
İnce : A (dış çap dişler), delik içi dişler sadece tek sınıf
Kaba: B (delik içi dişler), delik içi dişler sadece tek sınıf
Whitworth boru dişi gösterimleri
Bu dişler 2 gruba ayrılır:
- Diş üzerinden sağlanmayan basınç sızdırmaz bağlantılar, ISO 228/1
- Diş üzerinde sağlanan basınç sızdırmaz bağlantılar, ISO 7/1
