Frezeleme formülleri ve tanımları
Yapmak istediğiniz işe uygun kesici takımı bulun ve
kesme değerleri önerilerini anında alın.
Burada, frezeleme prosesi, frezeleme takımları, frezeleme teknikleri ve diğer konularla ilgili yararlı frezeleme formülleri ve tanımları sunulmuştur. Tüm frezeleme işlemlerinde doğru kesme hızının, diş başına ilerlemenin veya talaş kaldırma oranının nasıl hesaplanacağını bilmek kritik öneme sahiptir.
f Tabla ilerlemesi, v (mm/dak) | f Tabla ilerlemesi, v (inç/dak) |
 |  |
c Kesme hızı, v(m/dak) | c Kesme hızı, v (ft/dak) |
 |  |
| İş mili hızı, n (r/dak) | İş mili hızı, n (dev/dak) |
 |  |
z Diş başına ilerleme, f(mm) | z Diş başına ilerleme, f (inç) |
 |  |
n Devir başına ilerleme, f (mm/dev) | n Devir başına ilerleme, f (inç/dev) |
 |  |
3 Talaş kaldırma oranı, Q (cm/dak) | 3 Talaş kaldırma oranı, Q (inç/dak) |
 |  |
c Net güç, P (kW) | c Net güç, P (HP) |
 |  |
c Tork, M(Nm) | c Tork, M(lbf ft) |
 |  |
| Sembol | Gösterim/tanım | Metrik | İnç |
| ae | Radyal talaş derinliği | mm | inç |
| ap | Eksenel kesme derinliği | mm | inç |
| DCap | Kesme derinliğinde kesme çapı ap | mm | inç |
| Dm | İşlenmiş çap (parça çapı) | mm | inç |
| fz | Diş başına ilerleme | mm | inç |
| fn | Devir başına ilerleme | mm/dev | inç |
| n | İş mili hızı | dev/dak | dev/dak |
| vc | Kesme hızı | m/dak | ft/dak |
| ve | Etkin kesme hızı | mm/dak | inç/dak |
| vf | Tabla ilerlemesi | mm/dak | inç/dak |
| zc | Etkin diş sayısı | parça | parça |
| hex | Maksimum talaş kalınlığı | mm | inç |
| hm | Ortalama talaş kalınlığı | mm | inç |
| kc | Spesifik kesim gücü | N/mm2 | N/inç2 |
| Pc | Net güç | kW | HP |
| Mc | Tork | Nm | lbf ft |
| Q | Talaş kaldırma oranı | cm3/dak | inç3/dak |
| KAPR | Giriş açısı | derece | |
| PSIR | Boşluk açısı | derece | |
| BD | Gövde çapı | mm | inç |
| DC | Kesme çapı | mm | inç |
| LU | Kullanılabilir uzunluk | mm | inç |
Frezeleme prosesi – tanımlar
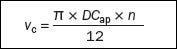
Kesme hızı,vc
Kesici kenarın iş parçasını işlediği yüzey hızını ifade eder.
Etkin veya gerçek kesme hızı, ve
Etkin çaptaki yüzey hızını gösterir (DCap). Bu değer, gerçek talaş derinliğinde doğru kesme değerlerini belirlemek için gereklidir (ap). Bu, yuvarlak uçlu frezeler, küresel uçlu parmak frezeleri ve büyük köşe radyüsleri olan tüm frezeler ve giriş açıları 90 dereceden daha küçük olan frezeler için özellikle önemli bir değerdir.
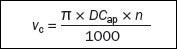
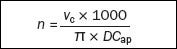
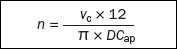
İş mili hızı, n
Frezeleme takımının dakika başına iş mili üzerinde yaptığı devir sayısıdır. Bu, bir işlem için önerilen kesme hızı değerinden hesaplanan tezgaha özel bir değerdir.
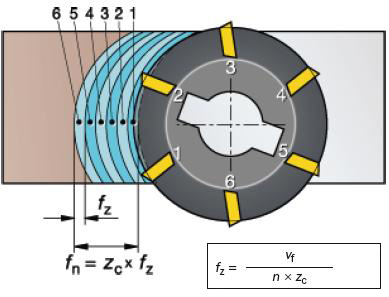
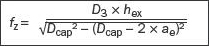
Diş başına ilerleme, fz
Tabla ilerlemesinin hesabında kullanılan bir değerdir. Diş başına ilerleme değeri, önerilen maksimum talaş kalınlığı değerinden hesaplanır.
Devir başına ilerleme, fn
Bir tam dönüş sırasında takımın ne kadar ileri hareket ettiğini gösteren yardımcı değerdir. Özellikle ilerleme hesaplamaları için ve sıklıkla da bir kesicinin ince talaş işleme kapasitesini belirlemek için kullanılır.
Dakikadaki ilerleme, vf
Tabla ilerlemesi, tezgah ilerlemesi veya ilerleme hızı olarak da bilinir. Bu, iş parçasına göre diş başına zaman birimindeki mesafeye ve kesicideki diş sayısına bağlı olarak takımın ilerlemesidir. Takımda bulunan kesici dişi sayısı (zn) büyük ölçüde değişiklik gösterir ve tabla ilerlemesini belirlemede kullanılır; ayrıca etkin diş sayısı (zc) kesimdeki etkin dişlerin sayısıdır. Devir başına ilerleme (fn), mm/dev (inç/dev) cinsinden bir değerdir ve özel olarak ilerleme hesapları için ve genellikle de bir kesicinin ince talaş işleme yeteneğini belirlemek için kullanılır.
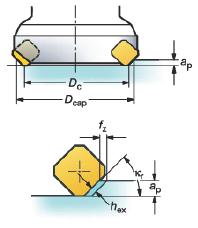
Maksimum talaş kalınlığı, hex
Bu değer kesicinin kavramasının bir sonucudur ve (fz), (ae) ve (kr) ile ilişkilidir. Talaş kalınlığı, diş başına ilerlemeyi belirleyip en verimli tabla ilerlemesini sağlamak için önemli bir faktördür.
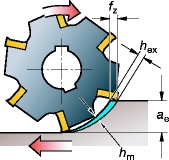
Ortalama talaş kalınlığı, hm
Net güç hesaplamaları için kullanılan spesifik kesim gücünü belirlemede yararlı bir değerdir.
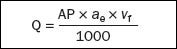
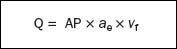
Talaş kaldırma oranı, Q (cm3/dak)
Dakika başına kübik mm'de kaldırılan talaşın hacmidir (inç3/dakika). Kesme derinliği, genişlik ve ilerleme değerleri kullanılarak belirlenir.
Spesifik kesme kuvveti, kct
Güç hesaplamaları için kullanılan bir malzeme sabitidir, N/mm2 olarak ifade edilir
İşleme süresi, Tc (dak)
İşleme uzunluğu (lm) bölü tabla ilerlemesi (vf).
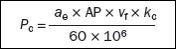
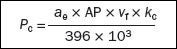
Net güç, Pc ve etkinlik, ηmt
Takım tezgahına özel değerlerdir ve net gücün hesaplanmasında yardımcı olurlar; böylece kesicinin ve işlemin tezgah için uygun olduğu belirlenir.
Frezeleme teknikleri – tanımlar
Lineer açılı frezeleme
Eksenel ve radyal ilerleme yönlerinde eş zamanlı düz bir harekettir.
Dairesel frezeleme
Sabit bir z-seviyesi üzerinde dairesel bir takım yoludur (dairesel interpolasyon).
Dairesel açılı frezeleme
Dairesel açılı frezeleme takım yoludur (helisel interpolasyon).
Su hattı frezelenmesi
Sabit bir z seviyesi üzerinde frezeleme.
Nokta frezeleme
İçerisinde kesme alanının takım merkezinden uzaklaştığı yuvarlak kesici uçlu veya küresel uçlu frezenin sığ bir radyal kesimidir.
Dalga izi
Kalıp yüzeylerini üretirken meydana gelen çıkıntıları olan bir konfigürasyondur.
Özel frezeleme takımı formülleri
Düz kesme kenarına sahip frezeleme takımları için formüller
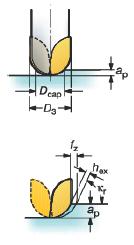
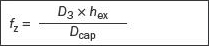
Spesifik bir derinlikteki maks. kesme çapı (mm).
Yüzey frezeleme (merkezlenmiş iş parçası) düz kenar ve kenar frezeleme (ae > Dcap/2) mm
Kenar frezeleme (ae < Dcap/2) düz kenar mm.
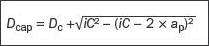
Yuvarlak kesici uçlu frezeleme takımları için formüller
Spesifik bir derinlikteki maks. kesme çapı (mm).
Yüzey frezeleme yuvarlak kesici ucu (ae > Dcap/2) (mm)
Kenar frezeleme (ae < Dcap/2) ve yuvarlak kesici uç (ap < iC/2) mm.

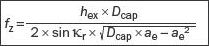
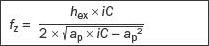
Küresel ağızlı parmak frezeler
Spesifik bir derinlikteki maks. kesme çapı (mm).
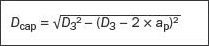
Diş başına ilerleme (mm/diş), freze merkezde.
Diş başına ilerleme (mm/diş), kenar frezeleme
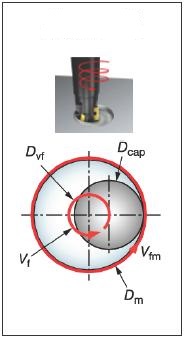
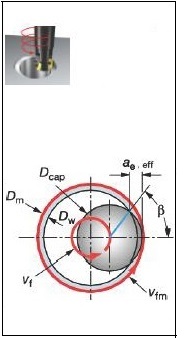
Dairesel açılı frezeleme (3-eksen) veya dairesel frezeleme (2-eksen)
Hesaplanmış versiyon

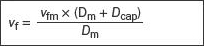
Çevresel ilerleme (mm/dak)
Takım merkez ilerlemesi (mm/dak)
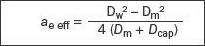
Radyal kesme derinliği (mm)
Şu durumdaki bir yekpare iş parçasında: Dw = 0 ve ae eff = Dm/2
Diş başına ilerleme (mm)

Delik genişletirken,
Diş başına ilerleme (mm)
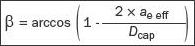
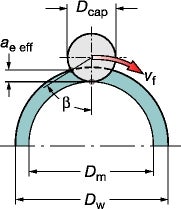
Yekpare iş parçasında dairesel olarak açılı frezeleme
Delik genişletmek için dairesel olarak açılı frezeleme veya dairesel frezeleme.
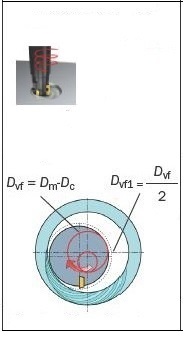
Dönerek kesime girilen takım yoluyla dairesel frezeleme, Dvf1
Dıştan dairesel frezeleme (3-eksen) veya dairesel frezeleme (2-eksen) formülleri
Hesaplanmış versiyon
Çevresel ilerleme (mm/dak)
Takım merkez ilerlemesi (mm/dak)

Diş başına ilerleme (mm)

Frezeleme kesici ucu tanımları
Kesici uç geometrisi
Kesme kenarı geometrisi yakından incelendiğinde kesici uç üzerindeki iki önemli açı ortaya çıkar:
-
kesme açısı (γ)
-
kesici kenar açısı (β)
Makro geometri, hafif, orta veya ağır koşullar için geliştirilmiştir.
-
L (Hafif) geometrinin daha pozitif ama daha zayıf bir kenarı vardır (büyük γ, küçük β)
-
H (Ağır) geometrinin daha güçlü ama daha az pozitif bir kenarı vardır (küçük γ, büyük β)
Makro geometri kesme işlemindeki pek çok parametreyi etkiler. Güçlü bir kesme kenarı olan bir kesici uç daha yüksek yüklerde çalışabilir, ancak aynı zamanda daha yüksek kesme kuvvetleri oluşturur, daha fazla güç tüketir ve daha fazla ısı üretir. Malzemeye göre optimize edilmiş geometriler ISO sınıflandırma harfi ile gösterilir. Örneğin, dökme demir geometrileri şunlardır: -KL, -KM ve -KH.

| | Geometri | | |
|---|---|---|---|
| Parametre | L | M | H |
| Kenar mukavemeti | Düşük | Orta | Yüksek |
| Kesme kuvvetleri | |||
| Güç tüketimi | |||
| Maks. talaş kalınlığı | |||
| Oluşan ısı |
Kesici uç köşe tasarımı
Yüzey işlemleri için kesme kenarının en önemli kısımları paralel bölge bs1 veya varsa dışbükey silici bölgesi bs2 ya da köşe radyüsüdür rε.
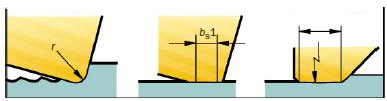
Köşe radyüsü, r Paralel bölge (bs1)Silici bölgesi (bs2)
Frezeleme takımı tanımları
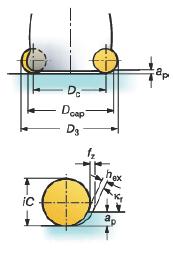
Giriş açısı, (kr) (derece)
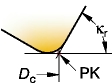
Frezenin büyük kesme kenarı açısı (kr) kesme kuvveti yönünü ve talaş kalınlığını etkileyen baskın etkendir.
Kesici çapı – Dc (mm)
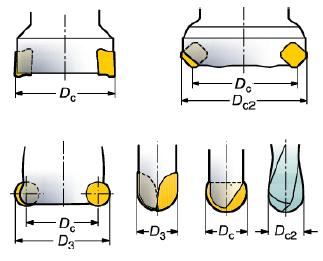
Kesici çapı (Dc) ana kesme kenarının paralel bölgeyle kesiştiği noktada (PK) ölçülür.
Göz önünde bulundurulması gereken en önemli çap (Dcap) şeklindedir; bu, gerçek talaş derinliğindeki etkin kesme çapıdır (ap) ve gerçek kesme hızının hesaplaması için kullanılır. D3 kesici ucun en büyük çapıdır ve bazı kesicilerde Dc değerine eşittir.
Kesme derinliği – ap (mm)
Kesme derinliği (ap) eksenel yöndeki kesilmemiş ve kesilmiş yüzey arasındaki farktır. Maksimum ap birincil olarak kesici uç boyutu ve tezgah gücüyle sınırlıdır.
Diğer bir kritik faktör ise, kaba talaş işlemede tork ve ince talaş işlemede titreşimdir.
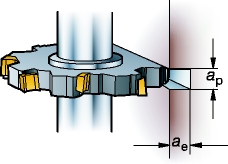
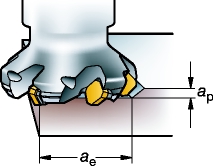
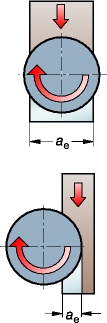
Kesme genişliği, ae (mm)
Kesicinin işleme sırasındaki radyal genişliğidir (ae). Özellikle dalma aşamasında kritik önem taşır ve köşe frezelemedeki titreşim için maksimum ae daha da kritik öneme sahiptir.
Radyal dalma, ae/Dc
Radyal dalma (ae / Dc) kesicinin çapına bağlı olarak kesimin genişliğidir.
Takımdaki etkin kesme kenarlarının sayısı, zc
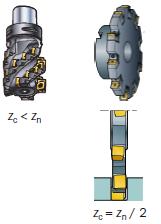
Tabla ilerlemesini (vf) ve verimliliği belirlemede kullanılır. Genellikle talaş tahliyesi ve işlem stabilitesi üzerinde kritik etkiye sahiptir.
Takımdaki kesme kenarlarının sayısı, zn
Etkin kesme kenarları arasındaki mesafe, u
Belirli bir frezeleme takımı çapı için farklı hatveler arasında seçim yapabilirsiniz: kaba (-L), sık (-M), ekstra sık (- H). Koda eklenen X, temel tasarımına göre biraz daha sık hatveye sahip olan bir kesici versiyonunu ifade eder.

Diferansiyel ağız
Bir kesici üzerinde bulunan dişler arasındaki eşit olmayan aralığı belirtir. Bu, titreşim yatkınlığını minimuma indirmek için çok etkili bir yöntemdir.