
แม่พิมพ์ปั๊มขึ้นรูป
 ไม่มีอะไรสามารถอธิบายถึงหัวใจหลักของการผลิตรถยนต์ได้ดีเท่ากับแม่พิมพ์ปั๊มขึ้นรูป แม่พิมพ์แต่ละชิ้นคือสิ่งที่สื่อถึงการลงทุนขนาดใหญ่ทั้งในด้านเวลา ค่าใช้จ่าย และความรู้ความชำนาญได้อย่างชัดเจน เช่นเดียวกับความต้องการของคุณที่จะลดระยะเวลาและค่าใช้จ่ายในการผลิต โดยเฉพาะเมื่อวงจรชีวิตของยานยนต์รุ่นใหม่เริ่มสิ้นลง การทำแม่พิมพ์ปั๊มขึ้นรูปต้องใช้ทักษะการทำงานกับโลหะค่อนข้างมาก ไม่ว่าจะเป็นการตัดเฉือนทั่วไปหรือการตัดเฉือนขั้นสูงในวัสดุประเภทเหล็กหล่อ เหล็กหล่อแกรไฟต์กลม เหล็กกล้า และเหล็กเครื่องมือชุบแข็ง รายละเอียดโดยรวมของการทำงาน 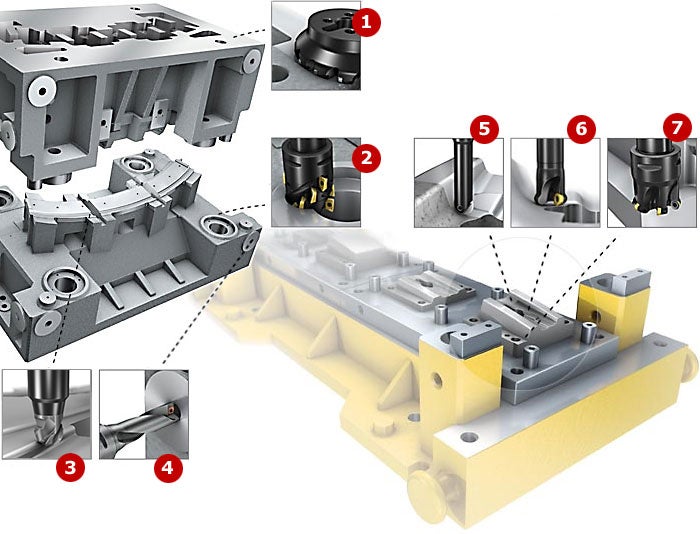 |
CoroMill® 745
หัวกัดแบบหลายคมตัดเหมาะสำหรับการผลิตเป็นจำนวนมาก สายการผลิตที่ต้องการความยืดหยุ่น และเมื่อต้องการใช้ประโยชน์จากเครื่องมือในระดับสูงสุด ระบบกำหนดตำแหน่งเม็ดมีดที่ได้รับสิทธิบัตรแล้วยังคงให้การตัดที่นุ่มนวลและประสิทธิภาพเช่นเดียวกับหัวกัดมุมบวกแบบด้านเดียว แต่มีจำนวนคมตัดรวมทั้งสิ้น 14 คมตัด
CoroMill® 345
CoroMill 345 เป็นหัวกัดปาดหน้า 45 องศารุ่นใหม่ ได้รับการออกแบบทางวิศวกรรมเพื่อให้สามารถประหยัดต้นทุนได้สูงสุด เครื่องมือที่ผลิตขึ้นด้วยเทคโนโลยีทันสมัยเหมาะสำหรับงานปาดหน้าประสิทธิภาพสูงที่มีความลึกของการตัดต่ำถึงปานกลางในวัสดุประเภทเหล็กกล้า เหล็กสเตนเลส และเหล็กหล่อ ใช้ได้กับงานหลากหลายรูปแบบ ตั้งแต่การกัดหยาบหนักไปจนถึงการเก็บผิวละเอียดขึ้นเงา
CoroMill® 390 คมตัดยาว
หวกดอเนกประสงค์สำหรับการกดบาฉากสี่เหลี่ยมจัตุรัสแบบลึกและแบบตื้นในงานตัดเฉือนทั่วไป กลุ่มผลิตภัณฑ์มีให้เลือกใช้งานครอบคลุมและรองรับเส้นผ่านศูนย์กลางหลายขนาด
CoroMill® 316
หัวกัดแบบถอดเปลี่ยนหัวได้ ยืดหยุ่นมากขึ้น ประสิทธิภาพการผลิตดีขึ้น และยังช่วยลดปริมาณเครื่องมือในสต็อก หัวกัดและระบบเชื่อมต่อกับด้ามที่แข็งแรง ให้ความแข็งแรงสูงสำหรับงานกัดหยาบและให้ความแข็งแกร่งสำหรับงานกัดเก็บผิวละเอียด ด้ามคาร์ไบด์รุ่นใหม่มีหลากหลายขนาดให้เลือกใช้ตั้งแต่ 10 ถึง 25 มม. ความต้านทานการโก่งตัวที่สูงยิ่งขึ้นและการเบี่ยงเบนที่ลดลงทำให้สามารถกัดหลุมได้ลึกและมีระยะยื่นที่ยาวขึ้นในการตัดเฉือน รวมไปถึงความแม่นยำที่สูงขึ้นในงานเก็บผิวละเอียดด้วย
CoroMill® ปลายมน
ดอกเอ็นมิลปลายมน CoroMill สามารถใช้งานร่วมกับระบบจับยึด Coromant Capto ได้แล้วตอนนี้ ระบบจับยึด Coromant Capto ช่วยให้สามารถถอดเปลี่ยนชิ้นส่วนเครื่องมือได้และช่วยเพิ่มความต้านทานการโก่งตัว
CoroDrill® 880
Step Technology ให้ประสิทธิภาพการผลิตสูงกว่าถึง 100% เมื่อเทียบกับดอกสว่านทั่วไปที่ถอดเปลี่ยนเม็ดมีดได้ คมตัดจริงสคมตัดและรูปทรงไวเปอร์ให้ผิวสำเร็จที่ดีเยี่ยม รองคายเศษประสิทธิภาพสูงช่วยเร่งการคายเศษและช่วยไม่ให้เกิดการอุดตันในขั้นตอนการผลิต มีขนาดเส้นผ่านศูนย์กลางให้เลือกใช้ตั้งแต่ 12.00 ถึง 63.5 มม.
5. การเก็บผิวละเอียดชิ้นงานที่ผ่านการชุบแข็ง

เกรดเม็ดมีด GC1010
เหมาะสำหรับการกัดหยาบไปจนถึงการเก็บผิวละเอียด GC1010 เคลือบ PVD รุ่นใหม่เข้ามาเติมเต็มความสมบูรณ์ให้กับเกรดเม็ดมีดในกลุ่มนี้โดยเฉพาะ คมตัดเหนียวเป็นพิเศษ ต้านทานการสึกหรอได้ดี ความเร็วตัดสูงในการตัดเฉือนเหล็กชุบแข็ง โดดเด่นด้านการเพิ่มประสิทธิภาพการผลิต
CoroMill® 300
หัวกัดเม็ดมีดทรงกลมเพื่อการกัดปาดหน้า การกลึงขึ้นรูป และการกลึงหลุมทรงร่น รองรับการกัดหยาบในวัสดุทุกประเภท ตั้งแต่เหล็กหล่อจนถึงเหล็กชุบแข็ง มุมการตัดเฉือนที่เป็นบวกทำให้งานกัดเป็นไปอย่างนุ่มนวลและให้อัตราป้อนสูงเมื่อใช้เครื่องจักรที่มีกำลังต่ำหรืออยู่ในสภาพที่ไม่มั่นคง สามารถใช้งานร่วมกับเม็ดมีดขนาด IC20 และหัวกัดที่มีเส้นผ่านศูนย์กลาง 66 - 200 มม.

CoroMill® 200
หัวกัดปาดหน้าและกัดขนานรูปที่แข็งแกร่ง ให้อัตราการขจัดเนื้อโลหะสูงพร้อมความน่าเชื่อถือและความปลอดภัยในกระบวนการทำงานสูง คมตัดที่แข็งแกร่งทำให้หัวกัดสามารถทำการกัดกระแทกในสภาพการทำงานที่ยากและมีการกระแทกรุนแรง (ร่องและช่องว่าง เป็นต้น) และ/หรือมีการเสียดสี (ผิว) ได้
ช่วงเส้นผ่านศูนย์กลาง: 25–160 มม. (1–10 นิ้ว)

CoroMilll® MH20
หัวกัดอัตราป้อนสูงที่เหมาะสำหรับการกัดหลุมแบบหล่อที่ใช้วัสดุชุบแข็งไม่เกิน HRC 48 การกัดหลุมลึกที่ฐานของแบบหล่อ การตัดเฉือนมุมบล็อกเจาะรู และการกัดบ่าฉากแบบหน้าสัมผัสตื้น
ช่วงเส้นผ่านศูนย์กลาง: 16–50 มม. (5/8–2 นิ้ว)

CoroMilll® 415
หัวกัดปาดหน้าอัตราป้อนสูงขนาดเส้นผ่านศูนย์กลางเล็ก นี่คือเครื่องมืออเนกประสงที่เหมาะสำหรับการทำงานหลากหลายรูปแบบ ช่วยลดต้นทุนการผลิตต่อชิ้นและเพิ่มประสิทธิภาพการผลิต เนื่องจากมีอัตราการขจัดเนื้อโลหะสูงและใช้เม็ดมีดแบบสี่คมตัด
ช่วงเส้นผ่านศูนย์กลาง: 13–32 มม. (0.5–1.25 นิ้ว)

CoroMilll® 210
หัวกัดปาดหน้าอัตราป้อนสูงและหัวกัดแนวดิ่ง นี่คือเครื่องมือกัดหยาบที่ให้ประสิทธิภาพการผลิตสูงสำหรับการทำงานที่เน้นอัตราการขจัดเนื้อโลหะสูง ให้อัตราการป้อนงานสูงด้วยเศษที่มีลักษณะบาง ส่งผลให้มีประสิทธิภาพการผลิตสูง
ช่วงเส้นผ่านศูนย์กลาง: 25–160 มม. (1–6 นิ้ว)
CoroMilll® 210
เรื่องราวเกี่ยวกับอุตสาหกรรมยานยนต์ที่จบลงอย่างมีความสุข
เรื่องราวเริ่มต้นในปี 1956 และจบลงในวันอังคาร เวลา 10.15 น. ตามเวลาท้องถิ่น ในตอนนั้น Kenneth Rooth ที่ผ่านการทำงานในอุตสาหกรรมยานยนต์มาอย่างโชกโชน ได้เห็นวิวัฒนาการของเครื่องมือจากสมัยที่ใช้แบบจำลองที่ทำจากไม้และแม่พิมพ์ปูนปลาสเตอร์มาจนถึงการใช้ CAD ช่วยในการผลิตในช่วงศตวรรษที่ 21
แต่แล้ววันหนึ่ง Kenneth ก็เริ่มมองเห็นว่างานวิศวกรรมอาจไม่สามารถไปได้ไกลมากกว่านี้แล้ว เขาจึงจับมือกับแซนด์วิคโคโรมอนท์เพื่อลดระยะเวลาที่ใช้ในการขึ้นรูปโลหะลง 30%
เป็นการสร้างประวัติศาสตร์หรือ? ก็อาจจะใช่ ประหยัดค่าใช้จ่ายได้หรือ? ได้แน่นอน
โดยปกติแล้ว บริษัทผู้ผลิตยานยนต์มักจะผลิตแม่พิมพ์ปั๊มขึ้นรูปมากกว่าหนึ่งในสามด้วยตัวเอง การสร้างเครื่องมือเหล่านี้ใช้ระยะเวลานาน และกว่า 750 ชิ้นเป็นชิ้นส่วนสำคัญในการผลิตยานยนต์ ซึ่งก่อให้เกิดปัญหาคอขวดในกระบวนการผลิต ด้วยระยะเวลาการผลิตที่สั้นลง รุ่นรถที่มีมากขึ้น และต้นทุนที่จำกัด ทำให้กระบวนการนี้ทวีความสำคัญมากยิ่งขึ้น
Kenneth Rooth ทราบดีว่างานตัดเฉือนและงานกดส่วนใหญ่ต้องใช้คนงานหลายคน และจะต้องทำการเก็บผิวละเอียดด้วยแรงคน ซึ่งต้องใช้ทักษะสูงและเวลามาก ผลที่ตามมาคือค่าใช้จ่ายที่สูงขึ้นและมาตรฐานที่ต่ำลง คุณภาพและความสมบูรณ์ของประตูด้านขวาอาจแตกต่างจากประตูด้านซ้ายถ้าใช้ผู้ควบคุมเครื่องจักรสองคน
เขาจึงมอบหมายให้แซนดวิค โคโรมอนท์ค้นหาวิธีที่จะลดค่าใช้จ่ายรวมถึงระยะเวลาที่ใช้ในการผลิตลง และที่สำคัญจะต้องมีคุณภาพเพิ่มมากขึ้น วิธีการทำงานรูปแบบใหม่ด้วยเครื่องมือและกระบวนการตัดเฉือนแบบใหม่จึงเกิดขึ้น ผลลัพธ์: เวลาที่ใช้ในการตัดเฉือนลดลงกว่า 30% ไม่ต้องทำการขัดเงาเครื่องมือด้วยแรงคนอีกต่อไป และลดการตัดเฉือนแบบแมนนวลรูปแบบเดิมได้อย่างชัดเจน
วิธีการคือ
นำดอกสว่านแบบถอดเปลี่ยนเม็ดมีดได้มาใช้แทนดอกสว่านเหล็กกล้าความเร็วสูง วิธีง่ายๆ ที่ช่วยเพิ่มประสิทธิภาพได้มากกว่าที่คิด จากนั้นนำ Silent Tools มาใช้แทนเครื่องมือเดิมเพื่อเพิ่มประสิทธิภาพการตัดเฉือนชิ้นส่วนที่มีระยะยื่นยาว และพัฒนาแม่แบบขึ้นมาสำหรับการใช้งานในอนาคต

Kenneth Rooth
การตัดเฉือนแม่พิมพ์ปั๊มขึ้นรูปแบบใหม่
บางวิธีที่ช่วยลดค่าใช้จ่ายในการตัดเฉือนแม่พิมพ์ปั๊มขึ้นรูปได้มากที่สุดอาจเป็นวิธีการคายเศษวัสดุแบบใหม่ มาดูตัวอย่างการดำเนินการที่ช่วยให้ Kenneth Rooth เป็นฮีโร่ด้านการลดค่าใช้จ่ายกัน
นำหัวกัดเม็ดมีดทรงกลมมาใช้แทนหัวกัดปลายมน: ลดระยะเวลาที่ใช้ในการกัดหยาบ 3D
วิธีการกัดหยาบทั่วไปที่ใช้กับผิวงาน 3D คือการใช้หัวกัดปลายมนในการกัดลอกแบบที่ระยะกันลึกที่แตกต่างกัน แต่ด้วยระยะยื่นยาวที่ปลายสปินเดิล เครื่องมือตัดและสปินเดิลของเครื่องจึงเกิดแรงเค้นมากเกินไป
การเปลี่ยนมาใช้ทางเดินเครื่องมือแบบคอนทัวร์คู่กับหัวกัดเม็ดมีดทรงกลม ให้อัตราการขจัดเนื้อโลหะที่มากขึ้น เพราะมีฟันตัดประสิทธิภาพสูงจำนวนมาก ระยะกันลึกแนวแกนที่คงที่จะทำให้โหลดบนสปินเดิลสมดุลและคงที่มากขึ้น ช่วยให้กระบวนการทำงานมีประสิทธิภาพ
เจาะรูแผ่นยึดตายได้อย่างรวดเร็ว
ก่อนหน้านี้ การเจาะรูแผ่นยึดตายแบบเหล็กหล่อจะใช้ดอกสว่านเป็นเครื่องมือหลัก เนื่องจากแผ่นยึดตายมีรูร้อยโบลท์และรูตาไก่จำนวนมาก ทำให้ต้องใช้เวลาในการเจาะยาวนาน
แต่เมื่อนำ CoroDrill 880 ซึ่งเป็นดอกสว่านแบบถอดเปลี่ยนเม็ดมีดได้มาใช้แทน กลับพบว่าประสิทธิภาพการผลิตเพิ่มสูงขึ้นอย่างมาก แม้แต่การตัดเฉือนแบบแห้ง
การเจาะรูอย่างมีประสิทธิภาพด้วยการเจาะแบบแทงขึ้นรูปในเหล็กกัดขอบ
ก่อนหน้านี้ การเจาะรูรูปวงกลมจะใช้ดอกสว่านเหล็กกล้าความเร็วสูงเป็นเครื่องมือหลัก จากนั้นจึงใช้หัวกัดในการขยายรูให้กว้างขึ้น
แต่ CoroDrill 880 ช่วยขจัดความยุ่งยากดังกล่าวโดยใช้การเจาะแบบแทงขึ้นรูปเป็นช่วงๆ ในการขยายรู
วิธีนี้สามารถขจัดวัสดุได้ 85% และใช้เวลาน้อยกว่ามาก โดยส่วนที่เหลือใช้หัวกัดทรงกลมดำเนินการ
ลูกกระทุ้ง
วิธีการมาตรฐานคือการใช้ดอกสว่านเหล็กกล้าความเร็วสูงในการเจาะรู จากนั้นใช้หัวกัดคาร์ไบด์เพื่อเปิดรู
แต่เราเลือกใช้ดอกสว่านแบบถอดเปลี่ยนเม็ดมีดได้ (CoroDrill 880) เจาะตรงลงไป แล้วใช้หัวกัดแนวดิ่งแบบถอดเปลี่ยนเม็ดมีดได้ (CoroMill 210) เพื่อขยายรู
จากนั้นจึงนำวิธีการกัดแบบ Trochoidal ประสิทธิภาพสูงมาใช้เพื่อขจัดวัสดุให้มากที่สุดอย่างรวดเร็วที่ระยะกันลึกขนาดใหญ่และในส่วนที่แคบมากของรู
บาร์บไกด์บุช
วิธีการที่มีประสิทธิภาพและยืดหยุ่นในการกัดบาร์บไกด์บุช คือการใช้หัวกัดเม็ดมีดทรงกลม CoroMill 300, หัวกัดคมตัดยาว CoroMill 390 และ CoroBore 825 ในการเก็บผิวละเอียด
เริ่มต้นโดยใช้ CoroMill 300 ในการกัดปาดหน้า จากนั้นจึงเปิดรูโดยใช้การกัดแบบเฮลิคอลสามแกน
ด้วยระยะกันลึกขนาดใหญ่และลักษณะการตัดที่นุ่มนวล CoroMill 390LE จึงกัดบาร์บได้อย่างมีประสิทธิภาพ
ส่วน CoroBore 825 ซึ่งเป็นหัวคว้านความเที่ยงตรงสูงก็จะให้พิกัดความเผื่อผิวงานที่ดีเยี่ยม กระบวนการนี้จะช่วยลดทั้งระยะเวลาและจำนวนเครื่องมือในสต็อก
โดยทั่วไปแล้ว เครื่องมือเจาะและหัวกัดคาร์ไบด์จะถูกนำมาใช้ในงานลักษณะนี้ แต่ที่ระดับการผลิตที่ต่ำกว่ามาก
การตัดเฉือนผิวโบลท์เฉือน
เมื่อไม่สามารถเข้าถึงพื้นที่ที่จะทำการตัดเฉือนได้และต้องใช้ระยะยื่นยาว การใช้ CoroMill 210 แทนหัวกัดคมตัดยาวในการกัดแนวดิ่งอาจเป็นทางเลือกที่ใช่สำหรับคุณ วิธีการมาตรฐานจะใช้หัวกัดเหล็กกล้าคมตัดยาวความเร็วสูง
การกัดแนวดิ่งจะส่งแรงในแนวแกนที่เหมาะสม เมื่อพิจารณาจากแรงสั่นสะเทือนขณะทำการตัดเฉือนที่มีระยะยื่นยาว
ส่วนระบบจับยึด Coromant Capto ที่มีเสถียรภาพและมีความยืดหยุ่นดีเยี่ยม จะช่วยให้คุณสามารถใช้ชุดเครื่องมือได้เต็มประสิทธิภาพมากยิ่งขึ้น
CoroMill 300 ในการกัดหยาบผิวงาน 3D
CoroDrill 880 ในการเจาะรแม่พิมพ์ปุ่มขึ้นรูป
การเจาะแบบแทงขึ้นรูปด้วย CoroDrill 880
การกัดแบบ Trochoidal ด้วย CoroMill Plura
CoroMill 390LE ในการตัดเฉือนไกด์บูช
CoroMill 210 ในการกัดแนวดิ่ง

Coromant Capto®
ประหยัดเวลาและค่าใช้จ่ายทุกครั้งที่เปลี่ยนเครื่องมือ กลึง เจาะ และกัดผิว
ยืดหยุ่นสูงเป็นพิเศษเพื่อประโยชน์ในการผลิตแม่พิมพ์ ระบบจับยึด Coromant Capto มีคุณสมบัติตรงตามมาตรฐาน ISO

Silent Tools
Silent Tools จะช่วยเพิ่มประสิทธิภาพการผลิตอย่างมากเมื่อต้องทำงานที่เกิดการสั่นสะท้านได้ง่าย
ด้ามลดแรงสั่นสะท้านจะดูดซับแรงสั่นสะท้านไว้ ทำให้แรงสั่นสะท้านลดน้อยลงและให้ค่าการตัดสูงขึ้นอย่างต่อเนื่อง

CoroChuck™ 930
หัวจับร่นนี้ให้ความเชื่อถือได้สูงสุดในการป้องกันการหลุดของเครื่องมือ โดยได้รับการออกแบบให้สามารถป้องกันปัญหาการสั่นสะท้าน เพื่อให้มีความมั่นคงและเข้าถึงชิ้นงานได้อย่างดียิ่งสำหรับงานกัดและงานเจาะทุกประเภท
