
ระบบเครื่องมือสำหรับการผลิตเพลาข้อเหวี่ยง
Sandvik Coromant มีกลุ่มผลิตภัณฑ์ที่ครอบคลุมและครบวงจรสำหรับการตัดเฉือนเพลาข้อเหวี่ยง และมีระบบเครื่องมือสำหรับ OEM และ MTM หลักทั่วโลกมากว่า 40 ปี
รวมถึงระบบเครื่องมือแบบสั่งทำมากมายตามตัวอย่างด้านล่าง:
การกลึงแท่งแบบหมุนสองฝั่งหรือการดันลาย
สำหรับการตัดเฉือนผิวเจอร์นัลหลัก ปลายเพลา และหน้าแปลน ควรใช้เครื่องมือกลึงแท่งแบบหมุนสองฝั่งชนิดพิเศษที่มีเม็ดมีดแบบถอดเปลี่ยนได้เพื่อผลลัพธ์ที่ดีที่สุด
เครื่องมือกลึงแท่งแบบหมุนสองฝั่งคือการนำเอาความสามารถในการกลึงแท่งมาผสานรวมกันอย่างชาญฉลาด ให้การตัดเฉือนที่มีประสิทธิภาพ คุ้มค่าราคา และยืดหยุ่น ด้วยระยะเวลาการผลิตที่สั้น ความยืดหยุ่นสูง และการปรับตั้งเครื่องมือที่รวดเร็ว
ตลับเม็ดมีดกลึงแท่งจะติดตั้งอยู่ที่ชุดป้อมมีดแบบจานที่จะเลื่อนเข้าไปในเพลาข้อเหวี่ยงและแบริ่งเมื่อเพลาข้อเหวี่ยงหมุน โดยสามารถใช้เม็ดมีดของ Sandvik Coromant กับเครื่องมือแบบจานที่ใส่ตลับเม็ดมีดได้สูงถึง 48 ชิ้น เม็ดมีดขนาดมาตรฐานจะถูกจัดส่งไปภายใน 24 ชั่วโมง ในรูปแบบ C, T, W และ S พร้อมระบบกดยึดด้วยสกรู เพื่อความมั่นคงสูงสุด
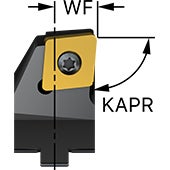
เม็ดมีดสำหรับดันลาย (แบบหลายฟันตัด) เป็นสิ่งประดิษฐ์ของ Sandvik Coromant ที่ได้รับสิทธิบัตรแล้ว โดยผลิตภัณฑ์บางส่วนเป็นเครื่องมือรุ่นมาตรฐาน
- มีหลายขนาดความกว้างใช้งาน (WF)
- มุมคมตัดของเครื่องมือ (KAPR) หลากหลาย
- สามารถติดตั้งด้านล่างหรือด้านบนก็ได้
- ช่องใส่เม็ดมีด 1 หรือ 2 ช่องต่อตลับ

เม็ดมีดสองชุด
ช่องใส่เม็ดมีดที่ใช้ได้:
- CNMU 12
- WNMU 08
- SNMU 12
- TNMU 16
- VBMT 16
- Q-Cut (ขนาดจับเม็ดมีดสูงสุด 60)
- CoroCut (ขนาดจับเม็ดมีดสูงสุด K)
- เม็ดมีดพิเศษ
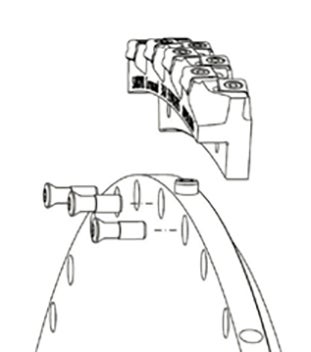
เครื่องมือกลึงแท่งแบบหมุนสองฝั่ง T651

จานสำหรับการกลึงแท่งแบบหมุนสองฝั่ง
- สูงสุด 48 ช่องต่อตลับ และเส้นผ่านศูนย์กลาง 750 มม. (29.5 นิ้ว)
- สูงสุด 45 ช่องต่อตลับ และเส้นผ่านศูนย์กลาง 700 มม. (27.6 นิ้ว)
- สูงสุด 40 ช่องต่อตลับ และเส้นผ่านศูนย์กลาง 642 มม. (25.3 นิ้ว)
- ความกว้างตั้งแต่ 16 มม. (0.630 นิ้ว)
- มีระบบจับยึดหลากหลายแบบสำหรับผู้ผลิตเครื่องจักรแบบอื่นๆ
- ระบบเครื่องมือน้ำหนักเบา < 15 กก.
ตลับเม็ดมีดสำหรับการกลึงแท่งแบบหมุนสองฝั่ง
- สูงสุดประมาณ 600 ตลับ เท่าที่ทราบ
- ระยะพิตช์ 7.5°, 8° หรือ 9° (ทั่วไป)
- มีหลากขนาดความกว้าง (ต่ำสุด 16 มม.)
- มี WF หลายขนาด
- มี KAPR หลายมุม
- สามารถติดตั้งด้านล่างหรือด้านบนก็ได้
- ช่องใส่เม็ดมีด 1 หรือ 2 ช่องต่อตลับ
Sandvik Coromant มีเม็ดมีดพร้อมเกรดขั้นสูงสำหรับการกลึงแท่งแบบหมุนสองฝั่งมากมายหลากหลายแบบให้เลือกทั้งแบบมาตรฐานและแบบสั่งทำ เพื่อประสิทธิภาพการตัดเฉือนเพลาข้อเหวี่ยงที่ดีที่สุด
เม็ดมีดมาตรฐาน
| iC | สกรู | แผนรองเม็ดมีด | สกรูยึดแผนร่องเม็ดมีด | P | P | K | |||
| GC | GC | GC | |||||||
| 4415 | 4425 | 3210 | |||||||
 | CNMU 120408 | -PF | 12 | 1/2 | 5513 020 - 25 | 5322 232 -02 | • | ||
| CNMU 120412 | -PM | 5513 020 - 25 | 5322 232 -02 | • | • | ||||
| CNMU 120412 | -PM | 5513 020 - 13 | 5322 232 -02 | • | • | ||||
| CNMU 120416 | -PR | 5513 020 - 25 | 5322 232 -02 | • | |||||
| CNMU 120416 | -PR | 5513 020 - 13 | 5322 232 -02 | • | |||||
| CNMU 120412 | - QM | 5513 020 - 25 | 5322 232 -02 | • | • | ||||
| CNMU 120412 | -KM | 5513 020 - 13 | 5322 232 -02 | • | |||||
| CNMU 120612 | -KM | 5513 020 - 13 | 5322 232 -02 | • | |||||
| CNMU 120612 | -KR | 5513 020 - 13 | 5322 232 -02 | • | |||||
| WNMU 080412 | -KM | 5513 020 - 25 | 340.885 322 N131 | • | |||||
 | WNMU 080412 | -WF | 5513 020 - 25 | 340.885 322 N131 | • | ||||
| WNMU 080412 | -WM | 5513 020 - 25 | 340.885 322 N131 | • | • | ||||
| WNMU 080612 | -WM | 5513 020 - 13 | 340.885 322 N131 | • | • | ||||
 | TNMU 160408 | -PF | 16 | 3/8 | 5513 020 - 25 | • | |||
| TNMU 160412 | -KM | 5513 020 - 25 | • | ||||||
| TNMU 160412 | -WM | 5513 020 - 25 | • | • | |||||
 | SNMU 120416 | -KM | 12 | 1/2 | 5513 020 - 25 | 5322 420 - 02 | • | • |
เม็ดมีดแบบสูงทำ
| P | P | P | P | K | K | K | ||
| GC | GC | GC | GC | GC | GC | GC | ||
| 4305 | 4315 | 4325 | 4335 | 3225 | 3205 | 3210 | ||
 | S-CNMU 120412 - PM | • | ||||||
| S-CNMU 120616 - PR | • | • | • | • | ||||
| S-CNMU 120412 - QM | • | |||||||
| S-CNMU 120412 - KM | • | • | ||||||
| S-CNMT 120416 - MR | • | • | • | • | ||||
 | S-WNMU 080412 - WM | • | • | • | ||||
| S-WNMU 080612 - WM | • | |||||||
| S-WNMU 080412 - KM | • | |||||||
| S-TNMU 160412 - KM | • | • | ||||||
 | S-TNMU 160412 - WM | • | • | |||||
| S-SNMU 120416 - KM | • | |||||||
 | S-RCKX 1204M0 - KH | • | • | • | ||||
การกัดด้านใน
หัวกัดจานเพลาข้อเหวี่ยง M641 (เม็ดมัดติดตั้งในแนวดิ่ง) และ M642 (เม็ดมัดติดตั้งในแนวรัศมี)
การกดดานในเป็นระบบที่มีความเสถียรและมีความปลอดภัยในกระบวนการทำงาน คุ้มค่าคุ้มราคาหาที่เปรียบไม่ได้ มีกลุ่มเครื่องมือให้เลือกใช้มากมาย ตั้งแต่เครื่องมือน้ำหนักเบาไปจนถึงเครื่องมือขนาดใหญ่สำหรับเพลาข้อเหวี่ยงเครื่องยนต์ดีเซลของเรือ
รายละเอียดผลิตภัณฑ์
M641 และ M642 เป็นหัวกัดจานเพลาข้อเหวี่ยงที่มาพร้อมเม็ดมีดที่ติดตั้งในแนวดิ่ง (M641) และในแนวรัศมี (M642)
ดีไซน์ที่พัฒนาขึ้นมาเพื่อ CoroMill® 745 (การกัดปาดหน้า) นำไปสู่วิธีใหม่ในการปรับตำแหน่งเม็ดมีดที่หัวกัด ซึ่งทำให้ M642 มีร่องคายเศษใหญ่ขึ้นและมีจำนวนฟันตัดที่ใช้งานได้มากขึ้นเมื่อเปรียบเทียบกับเครื่องมือตัดที่ติดตั้งในแนวดิ่งทั่วไป
ดีไซน์ใหม่ที่อยู่ระหว่างการจดสิทธิบัตรนี้ช่วยลดรอบระยะเวลาในการผลิตให้สั้นลงและมีการคายเศษที่ดีขึ้น

ประโยชน์ที่ลูกค้าจะได้รับจากการกัดด้านใน
- ให้ประสิทธิภาพการผลิตและความยืดหยุ่นสูง
- ต้นทุนคาร์ไบด์ต่ำเนื่องจากใช้เม็ดมีดในหัวตัดน้อยลง
- เปลี่ยนเครื่องมือได้อย่างรวดเร็วและน้ำหนักเครื่องมือเบาลง
คุณสมบัติและข้อเท็จจริงเกี่ยวกับเครื่องมือกัดด้านใน M641/M642 (I.D)
- ช่วงเส้นผ่าศูนย์กลางตั้งแต่ 170 ถึง 420 มม. (6.693–16.535 นิ้ว)
- ความกว้างตั้งแต่ 15 ถึง 100 มม. (0.590–3.94 นิ้ว)
- ระบบเครื่องมือน้ำหนักเบา < 15 กก. (33 ปอนด์)
- มีทั้งแบบรุ่นชิ้นเดียวและแบบชุดผลิตภัณฑ์
- ติดตั้งกลุ่มผลิตภัณฑ์ได้หลากหลาย
- มีระบบจับยึดหลากหลายแบบสำหรับผู้ผลิตเครื่องจักรแบบอื่นๆ
- ตัดเฉือนแบริ่งพร้อมกันได้หลายชิ้นในคราวเดียว
- หัวตัดคาร์ไบด์
- ช่องใส่เม็ดมีดดีไซน์ใหม่ช่วยปกป้องผิวด้านหลังของเม็ดมีด

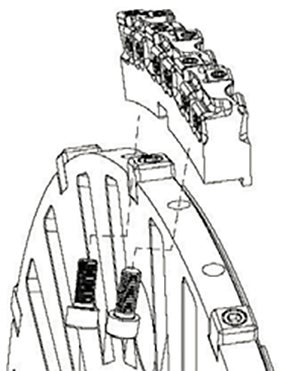
ตัวอย่างระบบจับยึด

ตัวอย่างระบบจับยึด

กลุ่มเครื่องมือกัดด้านใน

ดูข้อมูลเพิ่มเติมเกี่ยวกับ M642/M632
การกัดด้านนอก
หัวกัดจานเพลาข้อเหวี่ยง M631 (เม็ดมีดติดตั้งในแนวดิ่ง) และ M632 (เม็ดมีดติดตั้งในแนวรัศมี)
การกัดด้านนอกเป็นวิธีการทำงานที่ยืดหยุ่นและมีประสิทธิภาพ ใช้สำหรับการตัดเฉือนเพลาข้อเหวี่ยงปริมาณมากในรถยนต์ขนาดเล็กและขนาดกลาง จานขนาดใหญ่ที่มาพร้อมฟันตัดประสิทธิภาพสูงจำนวนมากออกแบบมาเพื่อการขจัดเนื้อวัสดุที่ยอดเยี่ยม ใช้ความเร็วตัดได้สูง และมีความปลอดภัยในกระบวนการทำงาน
M631 (tangential) และ M632 (radial) เป็นระบบเครื่องมือนวัตกรรมใหม่ที่จะช่วยลดความจำเป็นในการเปลี่ยนเครื่องมือลง โดยจะเปลี่ยนเฉพาะกลุ่มเครื่องมือที่มีน้ำหนักน้อยกว่า 7 กิโลกรัมเท่านั้น จึงไม่จำเป็นต้องมีเครนที่ด้านหน้าเครื่องอีก
ดีไซน์ที่พัฒนาขึ้นมาเพื่อ CoroMill® 745 (การกัดปาดหน้า) นำไปสู่วิธีใหม่ในการปรับตำแหน่งเม็ดมีดที่หัวกัด ซึ่งทำให้ M632 (เม็ดมีดติดตั้งในแนวรัศมี) มีร่องคายเศษใหญ่ขึ้นและมีจำนวนฟันตัดที่ใช้งานได้มากขึ้นเมื่อเปรียบเทียบกับเครื่องมือกัดที่ติดตั้งในแนวดิ่งทั่วไป
ดีไซน์ใหม่ที่อยู่ระหว่างการจดสิทธิบัตรนี้ช่วยลดรอบระยะเวลาในการผลิตให้สั้นลงและมีการคายเศษที่ดีขึ้น

ประโยชน์ที่ลูกค้าจะได้รับ
- เครื่องมือที่มีความยืดหยุ่น
- การตัดที่นุ่มนวล, แรงตัดต่ำ
- คายเศษได้อย่างมีประสิทธิภาพ
- ความเร็วตัดสูง
คุณสมบัติและข้อเท็จจริงเกี่ยวกับเครื่องมือกัดด้านนอก M631/M632 (O.D)
- เส้นผ่านศูนย์กลางสูงสุด 1,500 มม. (59 นิ้ว)
- ความกว้างระบบเครื่องมือตั้งแต่ 15 ถึง 60 มม. (0.590–2.36 นิ้ว)
- น้ำหนักเบา <15 กก. (33 ปอนด์)
- มีทั้งแบบรุ่นชิ้นเดียวและแบบชุดผลิตภัณฑ์
- ติดตั้งกลุ่มผลิตภัณฑ์ได้หลากหลาย
- มีระบบจับยึดหลากหลายแบบสำหรับผู้ผลิตเครื่องจักรแบบอื่นๆ
- เครื่องมือเก็บผิวละเอียดแบบปรับได้
- หัวตัดคาร์ไบด์
ดูข้อมูลเพิ่มเติมเกี่ยวกับ M642/M632


หากต้องการรุ่นมาตรฐานหรือแบบสั่งทำ
เครื่องมือตัดบางตัวในหน้านี้พร้อมจัดส่งให้ถึงมือคุณภายใน 24 ชั่วโมง ส่วนเครื่องมือแบบสั่งทำอาจใช้เวลานานกว่านี้ไม่มากนัก สำหรับรายละเอียดเพิ่มเติมและใบเสนอราคา โปรดติดต่อแทนจำหน่าย Sandvik Coromant ในพื้นที่ของคุณ
กรณีศึกษาของลูกค้า
บริษัท ฉางอานออโตโมบิล จำกัด (Changan Automobile Co. Ltd.) เป็นแบรนด์รถยนต์ชั้นนำของจีนที่จำหน่ายทั้งรถยนต์โดยสารส่วนบุคคลและรถยนต์เพื่อการพาณิชย์ ซึ่งมียอดการผลิตและจำหน่ายเกือบสามล้านคันต่อปี ในช่วงแรกของการขึ้นสายการผลิต บริษัทได้จัดเตรียมสายการผลิตเพลาข้อเหวี่ยงใหม่จำนวนห้าสาย โดยมีการสั่งซื้อเครื่องจักรทั้งหมด 38 เครื่อง รวมถึงเครื่องมือต่างๆ ที่จะนำไปใช้ในการผลิตเพลาข้อเหวี่ยงจำนวน 700,000 ชุด
Sandvik Coromant เป็นผู้จัดหาเครื่องมือเพียงหนึ่งเดียว ดังนั้น จึงมีหน้าที่รับผิดชอบในด้านระบบเครื่องมือและงานวิศวกรรมทั้งหมด ความท้าทายที่สำคัญของโครงการนี้คือ วิธีการตัดเฉือนและกระบวนการผลิตที่หลากหลาย รวมทั้งกรอบเวลาที่เข้มงวด โดยนอกจากการทำงานทั่วไป เช่น การกลึง-การกลึงแทงเพื่อผลิตหน้าแปลน ปลายเพลา และแบริ่งหลักแล้ว ลูกค้ายังต้องการเครื่องมือพิเศษและเครื่องมือกัดนอกสำหรับการผลิตแบริ่งเข็ม ดอกต๊าปสำหรับการทำงานเฉพาะทาง และเครื่องมือสำหรับการเจาะรูเล็กอีกด้วย กรอบเวลาของโครงการนี้ยังจำกัดมาก โดยมีเวลาเพียงเจ็ดสัปดาห์เท่านั้นนับตั้งแต่วันรับคำสั่งซื้อจนถึงวันจัดส่งครั้งแรก
