
CoroTurn® Prime
Svarvning i alla riktningar
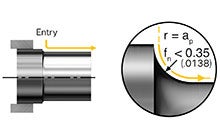
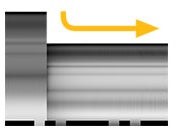
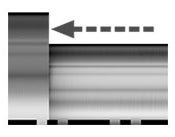
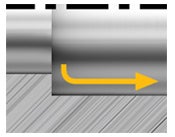
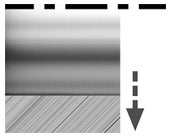
Ingång i arbetsstycke
Använd alltid matningsreducering och radiell ingång vid ingång i materialet. Använd CoroPlus® Tool Path för PrimeTurning™ för korrekta programmeringskoder och metoder.
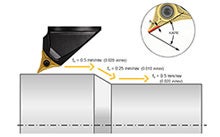
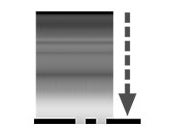
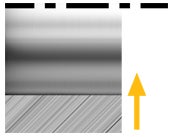
Spåntjocklek (hex)
Håll spåntjockleken konstant genom att minska matningen vid nedåtgående rörelser. Använd CoroPlus® Tool Path för PrimeTurning™ för korrekta programmeringskoder och metoder.
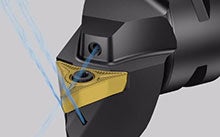
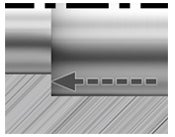
Skärvätskefördelar
Undre kylning är fördelaktigt för att få längre verktygslivslängd medan övre kylning är bättre för tunnare spånor.


Applikationstips
Applikationsområde för skärdata för A-type och B-type
| Skärdjup (ap) | |
 |
Matning (fn) |
Obs! Om man använder skär med högre ap och fn leder det till risk för överbelastning och vid lägre ap och fn finns det risk för långa spånor.
Applikationsområde för skärdata för geometrier av A-typ

P*) Höghållfasta/formbara stål och stål med låg kolhalt
P**) Legerat stål
M*) Austenitiskt rostfritt stål
M**) Rostfritt duplexstål
K*) Nodulärt gjutjärn
K**) Grått gjutjärn
S*) HRSA
S**) Titan
Applikationsområde för skärdata för geometrier av B-typ

P*) Höghållfasta/formbara stål och stål med låg kolhalt
P**) Legerat stål
M*) Austenitiskt rostfritt stål
M**) Rostfritt duplexstål
K*) Nodulärt gjutjärn
K**) Grått gjutjärn
S*) HRSA
S**) Titan
Rekommendationer
CoroTurn Prime A-type
Skärsort
| Bearbetningsförhållanden | P | M | K |
S, HRSA |
S, Ti |
| Goda | 4415 | 2025 | 4415 | 1210 | H13A |
| Medel | 4425 | 2025 | 4425 | 1115 | H13A |
| Svåra | 2025 | 2025 | 2025 | 2025 | 1115 |
Skärgeometri
| Operation | P* | P** | M* | M** | K* | K** | S* | S** |
| Finbearbetning | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| Medel | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) Höghållfasta/formbara stål och stål med låg kolhalt
P**) Legerat stål
M*) Austenitiskt rostfritt stål
M**) Rostfritt duplexstål
K*) Nodulärt gjutjärn
K**) Grått gjutjärn
S*) HRSA
S**) Titan
CoroTurn Prime B-type
Skärsort
| Bearbetningsförhållanden | P | M | K |
S, HRSA |
S, Ti |
| Goda | 4415 | 2220 | 4415 | 1210 | H13A |
| Medel | 4425 | 2220 | 4425 | 1115 | H13A |
| Svåra | 2025 | 2025 | 2025 | 2025 | 1115 |
Skärgeometri
| Operation | P* | P** | M* | M** | K* | K** | S* | S** |
| Finbearbetning | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| Medel | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| Grovbearbetning | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) Höghållfasta/formbara stål och stål med låg kolhalt
P**) Legerat stål
M*) Austenitiskt rostfritt stål
M**) Rostfritt duplexstål
K*) Nodulärt gjutjärn
K**) Grått gjutjärn
S*) HRSA
S**) Titan
Första val |
Andraval |
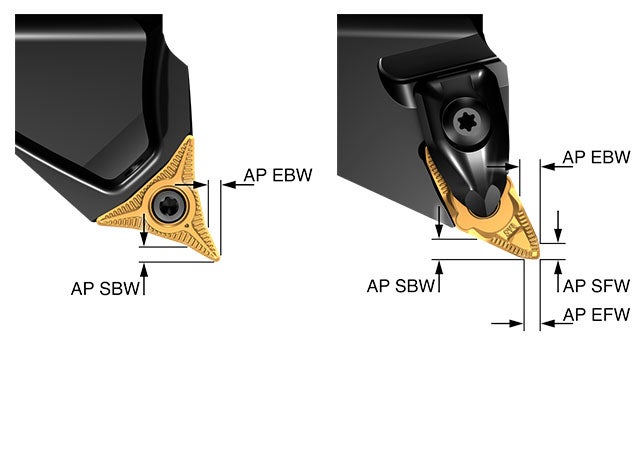
Utvändig svarvning | |
Sida bakåt (SBW) |
Sida framåt (SFW) |

Slut bakåt (EBW) |
Slut framåt (EFW) |
Invändig svarvning
Slut bakåt (EBW) |
Sida framåt (SFW) |
Sida bakåt (SBW) |
Slut framåt (EFW) |
Skärdatarekommendationer
Utvändig svarvning
A-type CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rek. | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
| fn max | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rek. | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max | 3 (.118) | 2.5 (.098) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
B-type CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.3 (.0118) | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
| fn rek. | 0.6 (.0236) | 0.6 (.0236) | 0.35 (.0138) | 0.3 (.0118) | |
| fn max | 1.2 (.0472) | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rek. | 2 (.079) | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max | 4 (.157) | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
Invändig svarvning
A-type CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rek. | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn max | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rek. | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max | 2.5 (.098) | 3 (.118) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
B-type CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn min | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn rek. | 0.6 (.0236) | 0.3 (.0118) | 0.35 (.0138) | |
|
fn max | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rek. | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
Var PrimeTurning™ ska användas
Utvändig svarvning
Passar bäst för korta och kompakta komponenter och slanka komponenter med dubbdocka
Lämplig |
Ej lämplig |
| Korta och kompakta komponenter | Komponenter utan dubbdocka |

|

|
| |
|
| Komponenter med dubbdocka | |
|
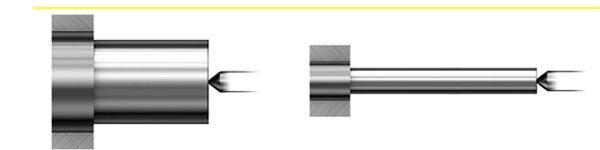
Minsta diameter
Släppningen på skäret och hållarna gör det svårt att starta på mindre diameter än D min3 i EBW-riktningen (End backward, slut bakåt). Men det finns inga gränser vid plansvarvning i EFW-riktningen (End forward, slut framåt) dvs. konventionellt arbetssätt.
|
|
D min3 | |
| | EBW | EFW |
| A-type |
30 (1.18") |
0 |
|
B-type |
30 (1.18") |
0 |
Invändig svarvning
CoroTurn® Prime SL-huvuden kan användas för invändig svarvning av diametrar över 40 mm (1,575 tum) och överhäng upp till 8–10×D
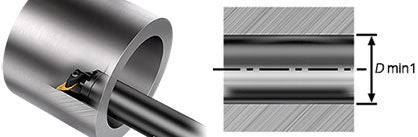
Säkerställ optimal prestanda och undvik problem genom att ta hänsyn till Dmin när du använder Silent Tools™ svarvbommar. Tangentiell och radiell utböjning, som påverkas av bomkonstruktionen, överhänget och skärkraften, kan leda till att släppningen går förlorad.
Höjdpunkter
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag
