
CoroCut® QF
Säker axiell spårsvarvning
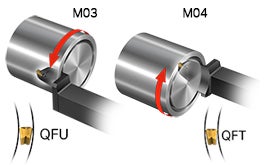
Medurs eller moturs spindelrotation
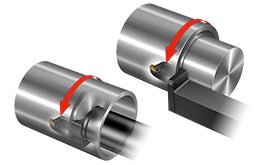
A- eller B-kurva
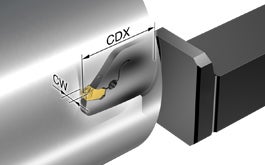
Skärbredd
Använd det bredaste skäret och verktyget som är möjligt för ditt spår. En bredare hållare har högre styvhet och ger bättre stabilitet.
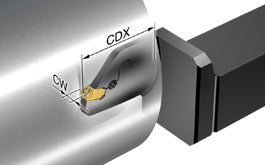
Max. skärdjup (CDX)
Använd alltid verktyg med så litet skärdjup som möjligt (CDX) för att få maximal stabilitet.




Applikationstips
Rekommendationer
| Skärbredd (CW), mm (tum) |
Område, maximalt skärdjup (CDX), mm (tum) |
Minsta diameter för första stick (DAXIN), mm (tum) |
Minsta hörnradie, mm (tum) |
| 3 (0,118) | 20–30 (0,79–1,18) | 30 (1,18) | 0,2 (0,008) |
| 4 (0,157) | 22–38 (0,87–1,50) | 30 (1,18) | 0,2 (0,008) |
| 6 (0,236) | 26–38 (1,02–1,50) | 45 (1,77) | 0,4 (0,016) |
| 8 (0,315) | 33–50 (1,30–1,97) | 60 (2,36) | 0,8 (0,031) |
Förstaval – sorter och geometrier

|  |

|  | |
| Material i arbetsstycket | Djupa och breda spår | Djupa och smala spår | Finbearbetning av smidesmaterial | Profilsvarvning |
| ISO P | -TF GC1125 | -TF GC1145 | -TF GC1125 | -RM GC1125 |
| ISO M | -TF GC1135 | -TF GC1145 | -TF GC1125 | -RM GC1135 |
| ISO K | -TF GC1135 | -TF GC1135 | -TF GC1135 | -RM GC1135 |
| ISO N | -GF H10F | -GF H10F | -GF H10F | -RM GC1105 |
| ISO S | -GF GC1105 | -GF GC1125 | -TF GC1125 | -RM GC1105 |
- -TF-geometri fungerar utmärkt till spårstickning med axiell matning och sidomatning i allmänna applikationer
- Slipad -GF-geometri ger god noggrannhet och repeterbarhet i spåret. Huvudapplikationen är spårstickning med axiell matning. -GF kan användas för finbearbetning med sidomatning, men rekommenderas i allmänhet inte för sidsvarvning
- -RM-geometri is framtagen för profilsvarvning och fungerar bra med både axiell matning och sidomatning. Fullbreddsspårstickning med axiell matning rekommenderas för runda skär
Kodnyckel
QS™-skaft och skaft
| QF | T | - | R | F | H | 30 | C | 2525 | - | 030 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Produktfamilj
- Spindelrotation
T – medurs spindelrotation
U – moturs spindelrotation - Utförande
R – höger
L – vänster
- Hållarutförande
F – 0º
G – 90º - Skärlägesstorlek
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Max. skärdjup (CDX)
- Skärvätska
- Skaftdimension
2525 – 25x25 mm
16 – 16/16 tum
3232 – 32x32 mm - Minsta diameter för första stick i mm (DAXIN)
- Typ av båge
A – för invändig bearbetning
B – för axiell spårsvarvning mot nav
CoroTurn® SL-huvuden
| SL | - | QF | T | - | R | H | 20 | C | 32 | - | 030 | A |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- Koppling
SL - Produktfamilj
- Spindelrotation
T – medurs spindelrotation
U – moturs spindelrotation
- Utförande
R – höger
L – vänster - Skärlägesstorlek
G – 3 mm
H – 4 mm
K – 6 mm - Max. skärdjup (CDX)
- Skärvätska
C – precisionstillförsel av skärvätska - Skaftdimension
2525 – 25x25 mm
16 – 16/16 tum - Minsta diameter för första stick i mm (DAXIN)
- Typ av båge
A – för invändig bearbetning
B – för axiell spårsvarvning mot nav
Coromant Capto®
| C6 | - | QF | T | - | R | K | 32 | C | - | 220 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
- Kopplingsstorlek
C = Coromant Capto
CZZMS DCON
C5 50 mm
C6 63 mm
C8 80 mm - Produktfamilj
- Spindelrotation
T – medurs spindelrotation
U – moturs spindelrotation
- Utförande
R – höger
L – vänster - Skärlägesstorlek
K – 6 mm
L – 8 mm - Max. skärdjup (CDX)
- Skärvätska
- Minsta diameter för första stick i mm (DAXIN)
- Typ av båge
A – för invändig bearbetning
B – för axiell spårsvarvning mot nav
Skär
| QF | T | - | H | - | 0400 | - | 04 | - | TF |
| 1 | 2 | 3 | 4 | 5 | 6 |
- Produktfamilj
- Spindelrotation
T – medurs spindelrotation
U – moturs spindelrotation
- Skärlägesstorlek
G – 3 mm
H – 4 mm
K – 6 mm
L – 8 mm - Skärbredd (CW)
0400 – 4 mm
0300 – 3 mm
- Skärets hörnradie
02 – 0,20 mm
03 – 0,30 mm
04 – 0,40 mm
08 – 0,80 mm - Skärgeometri
TF – för spårsvarvning och sidsvarvning
GF – slipad för spårsvarvning
RM – för profilsvarvning
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag
