
CoroMill® 415
Höghastighetsfräs med liten diameter
Åtdragningsmoment
Korrekt åtdragningsmoment är 0,6 Nm för IC05 och 1,2 Nm för IC07.

Monteringsanvisningar
Rengör skärläget noga vid montering av ett nytt skär. Eftersom det är så litet, rekommenderar vi att du byter IC05-skäreggen när du uppnå en fasförslitning (Vb) på högst 0,15 mm (0,006 tum) i ISO M- och ISO S-material.
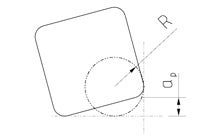
Programmeringsradier
Programmeringsradien är 1,5 mm (0,059 tum) för IC05 och 2,2 mm (0,087 tum) för IC07. Se rekommendationerna för rätt R och ap för olika geometrier.

Skärvätskeanslutning
Invändig skärvätsketillförsel med radiell utgång för alla fräskroppar som standard.
Applikationstips
Rekommendationer
Skärdata
| IC | ISO grupp | MC | Startvärden | |
| Vc (mm/min) | fz (mm/z) | |||
| 05 | P | P1.2.Z.AN | 240 | 0,48 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0,38 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0,4 | |
| H | H1.1.Z.HA | 150 | 0,48 | |
| IC | ISO grupp | Materialexempel | Startvärden | |
| Vc (mm/min) | fz (mm/z) | |||
| 07 | P | P1.2.Z.AN | 240 | 0,55 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0,45 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0,4 | |
| H | H1.1.Z.HA | 150 | 0,55 | |
Spiralinterpolering
CoroMill® 415 |
||||||
| Fräsdia. | iC 05 | iC 07 | ||||
| Rampningsvinkel (α°) | b | 4,1 | Rampningsvinkel (α°) | b | 5,5 | |
| max ap | 0,85 | max ap | 1,2 | |||
| max Dm | min Dm | max Dm | min Dm | |||
| 13 | 0,848 | 24,8 | 18 | |||
| 16 | 0,97 | 30,8 | 24 | |||
| 20 | 0,616 | 38,8 | 32 | 0,56 | 38 | 28 |
| 25 | 0,64 | 48,8 | 42 | 0,61 | 48 | 38 |
| 32 | 0,65 | 62,8 | 56 | 0,63 | 62 | 52 |
| 40 | 0,48 | 78 | 68 | |||
Programmeringsradie och maximalt skärdjup
| Beställningskod | ap, mm (tum) | R, mm (tum) |
| 415N-05 02 06M-M30... | 0,85 (0,033) | 1,5 (0,059) |
| 415N-05 02 12M-M30... | 0,85 (0,033) | 2,0 (0,079) |
| 415N-07 03 10M-M30... | 1,2 (0,047) | 2,2 (0,087) |
| 415N-07 03 20M-M30... | 1,2 (0,047) | 2,8 (0,110) |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag
