
Profilsvarvning
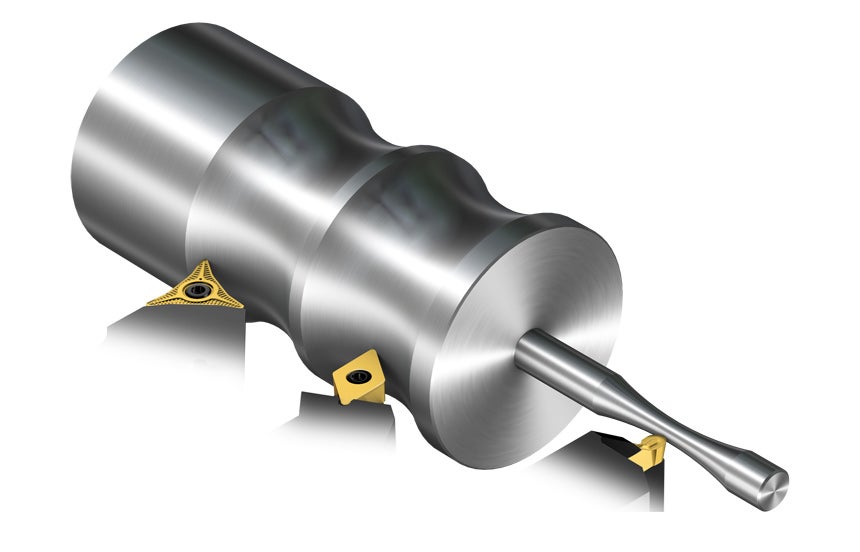
Profilsvarvning används för att bearbeta komplicerade spår. Spåren är ofta svåra att komma åt. Ytjämnhet och ytintegritet är viktiga faktorer. Många flygmotorkomponenter innehåller till exempel komplicerade spår som är svåra att komma åt och som kräver utmärkt ytjämnhet. Komponenternas form och material (ofta svårarbetade material) gör profilspårstickning den bästa lösningen.
Komponenter med komplicerade spår i svårbearbetade material är ofta väldigt dyra att tillverka. Kombinationen av att komma åt spåren och att arbeta med material med komplicerad form kan göra att det blir en utmaning att säkerställa bearbetningssäkerheten . Vid bearbetning av komponenter med komplicerade former bör du leta efter skär som gör profilspårstickning mer effektiv. Minimera antalet verktyg som behövs genom att ersätta konventionella verktyg i höger- och vänsterutförande med ett enda verktyg. Resultatet blir färre verktygsbyten och mer plats i revolvern. Att använda profilskär är ofta ett bra sett att avverka mycket material på kort tid.
Profilfräsning av spår
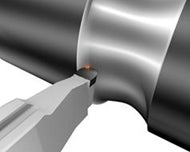
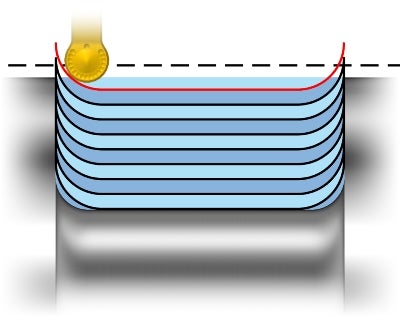
Omsvepning
Omsvepning uppstår när runda skär används vid dykfräsning eller profilfräsning i hörn. En stor skärradie skapar höga skärtryck, vilket innebär att matningen måste minskas. Om matningen minskas för mycket kan vibrationer uppstå istället. För att minska vibrationsproblemet ska skärets diameter vara så liten som möjligt i förhållande till den radie som genereras. Tillämpa avbruten matning (mikrostopp) för att forma korta spånor och undvika vibrationer om samma skärradie måste användas.
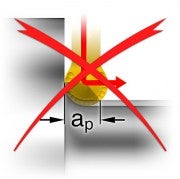
Skärradie = komponentradie
Rekommenderas inte
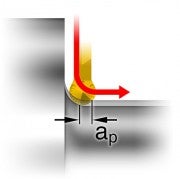
Skärradie < komponentradie
Rekommenderas
n1
n2
f = parallella passeringar – max. spåntjocklek 0,15–0,40 mm
(0,006–0,016 tum)
f = insticksradie – max 50 % av f
n1
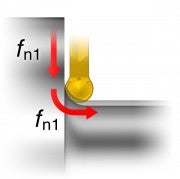
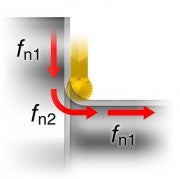
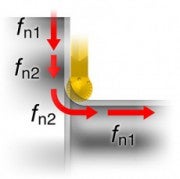
Profilsvarvning/ficksvarvning – trokoidal svarvning i HRSA
- Rullande ingång med minskad matning
- Öka matningen till som mest fn vid linjära passeringar
- Rullande utgång med minskad matning
n minska f max | f n max | minska f n max |
 |
