
Hur har verktygen utvecklats för att ge fördelar?
Och vad innebär det för tillverkning av vindkraftskomponenter?
Komponenter för vindkraftsutrustning varierar mycket i storlek, utformning, material och vad som behöver bearbetas. Det innebär att de har mycket att vinna på den kontinuerliga utvecklingen av skärande verktyg och bearbetningsmetoder.
Den som låter allt vara som vanligt och underlåter att utnyttja nya koncept för att ständigt förbättras riskerar att snabbt tappa konkurrenskraft. Här är några exempel.
Verktygsmaterialet
Verktygsmaterialet är avgörande för alla skärverktyg och påverkar inte bara processens hållbarhet och tillförlitlighet, utan även produktiviteten. Vilka skärdata och vilken skärlivslängd som är möjlig med en viss egg, baserat på styrka och motståndskraft mot slitage, avgör cykeltid, maskinstopp, mångsidighet och därmed även maskinverkstadens kapacitet och leveransmöjligheter.
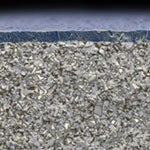
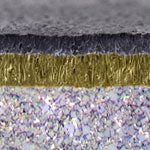
Den absoluta majoriteten av dagens vändskär är belagda, vilket innebär att utvecklingen inom detta område har stor påverkan på prestanda. De två viktigaste beläggningsprocesserna och materialen har utvecklats betydligt så att sorterna kompletterar varandra på ett aldrig tidigare skådat sätt.
Nya PVD-sorter har introducerats där beläggningsprocessen faktiskt sänker eventuell dragspänning i materialet genom att motverka den med hjälp av tryckspänning. Detta möjliggörs av en ny process med hög genomslagskraft, som leder till att egglinjen på vassare skäreggar blir starkare och säkrare. Detta har till exempel varit mycket gynnsamt vid pinnfräsoperationer där ingång och utgång i ingrepp ofta är komplicerad.
Nya CVD-beläggningar med mindre inneboende spänning och efterbeläggningsbehandling av skären har möjliggjort framställning av tjockare, slitstarkare skär. Detta har framförallt gynnat operationer där risken för stillestånd är högre på grund av värme och kemisk belastning. Beläggningslagren kan göras tjockare – utan att göra avkall på skärsegheten. Resultatet är att skären kan användas för bearbetning vid högre skärhastigheter och ändå hålla längre, med bättre förutsägbarhet. Detta har gjort grovfräsning och svarvning mer produktiva idag.
PVD
CVD
Verktygshållarsystem
Verktygshållarsystemet är länken mellan skäreggen och maskinen, och en avgörande faktor för höga prestanda och resultat. Det är ett område där mycket har hänt vad gäller gränssnittet mellan skär och verktygshållare, och mellan verktyg och spindel.
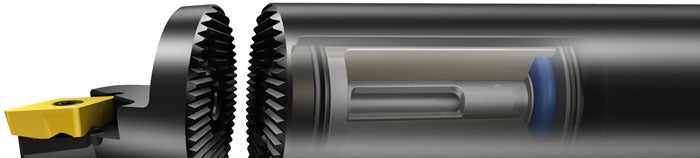
Ett mellanliggande område i den faktiska verktygshållaren med minimala utbytbara skärhuvuden har revolutionerat utbudet av verktyg som är speciellt anpassade och optimerade för ett stort antal svarvoperationer, framför allt invändigt. Denna modularitet har möjliggjorts genom utvecklingen av ett nytt tandat gränssnitt (SL) mellan huvud och verktygsadapter.
Utvecklingen av SL-system har bevisligen rationaliserat bearbetningen i vertikala svarvar och flerfunktionsmaskiner, där kopplingen innebär en möjlighet att utföra i princip vilken operation som helst utan att behöva kompromissa med prestanda.
