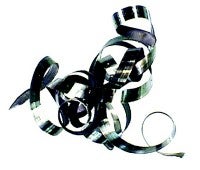
Plątanina długich wiórów wstęgowych owijających się wokół narzędzia lub przedmiotu obrabianego. Zazwyczaj na skutek użycia niskiego posuwu lub małej głębokości skrawania
Przyczyna
Rozwiązanie
Zbyt niski posuw dla wybranej geometrii
Zwiększyć posuw
Użyć płytki o geometrii zapewniającej lepszy przebieg łamania wiórów
Użyć narzędzia z precyzyjnym podawaniem chłodziwa
Zbyt mała głębokość skrawania dla wybranej geometrii
Zwiększyć głębokość skrawania lub użyć płytki o geometrii zapewniającej lepszy przebieg łamania wiórów
Zbyt duży promień naroża
Wybrać płytkę o mniejszym promieniu naroża
Niewłaściwy kąt przystawienia
Wybrać oprawkę z jak największym kątem przystawienia KAPR (PSIR). KAPR= 90° (PSIR =0°)
Kontrola wiórów
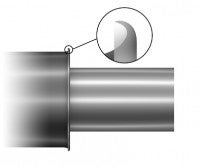
Bardzo krótkie, zgrzewające się ze sobą wióry – skutek zbyt intensywnego łamania wiórów. Intensywne łamanie wiórów prowadzi często do pogorszenia trwałości, a nawet złamania płytki na skutek nacisku wiórów na ostrze skrawające
Przyczyna
Rozwiązanie
Zbyt wysoki posuw dla wybranej geometrii
Zastosować geometrię do wyższych posuwów, najlepiej płytkę jednostronną
Zmniejszyć posuw
Niewłaściwy kąt przystawienia
Wybrać oprawkę z jak najmniejszym kątem przystawienia KAPR (PSIR). KAPR= 45°–75° (PSIR 45°–15°)
Zbyt mały promień naroża
Wybrać płytkę o większym promieniu naroża
Chropowatość powierzchni
Powierzchnia przedmiotu w ocenie wizualnej i w dotyku wydaje się nierówna oraz przekracza dopuszczalną wartość parametru chropowatości
Przyczyna
Rozwiązanie
Łamiące się wióry pozostawiają ślady na obrobionej powierzchni przedmiotu
Wybrać geometrię, która odprowadza wióry z dala od powierzchni przedmiotu
Zmienić kąt przystawienia
Zmniejszyć głębokość skrawania
Wybrać narzędzie dodatnie o neutralnym kącie pochylenia
Nierówności powierzchni są konsekwencją formowania się karbu na ostrzu
Wybrać gatunek o większej odporności na utlenianie, np. z cermetalu.
Zmniejszyć prędkość skrawania
Zbyt wysoki posuw w połączeniu ze zbyt małym promieniem naroża są przyczyną powstawania nierównej powierzchni
Zastosować płytkę Wiper lub płytkę o większym promieniu naroża
Zmniejszyć posuw
Powstawanie zadziorów
Powstawanie zadziorów na przedmiocie obrabianym przy zagłębianiu ostrza w materiał i wychodzeniu z niego.
Przyczyna
Rozwiązanie
Nie dość ostra krawędź skrawająca
Zbyt niski posuw względem danego zaokrąglenia krawędzi ostrza
Użyć płytek z ostrymi krawędziami, płytek z pokryciem PVD lub płytek szlifowanych do obróbki z niskimi posuwami, < 0.1 mm/obr (0.004 cala/obr)
Karb na krawędzi skrawającej w odległości równej głębokości skrawania lub wykruszenia
Użyć oprawki z małym kątem przystawienia
Zadziory powstają na końcu lub na początku przejścia
Zakończyć lub zacząć przejście fazką lub wykonać przejście po łuku przy zagłebianiu w materiał i przy wyprowadzaniu ostrza z materiału
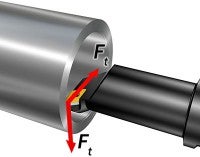
Drgania
Duże wartości składowej promieniowej siły skrawania z powodu drgań występujących podczas obróbki lub wgłębienia na powierzchni przedmiotu wynikających z konstrukcji narzędzia lub jego mocowania. Typowe dla obróbki wewnętrznej z użyciem wytaczaków.
Aby uzyskać najwyższą efektywność przy określonych parametrach skrawania, najlepszą możliwą jakość przedmiotu i największą trwałość narzędzia, należy zawsze pamiętać o kontroli stanu płytki / krawędzi skrawającej po zakończeniu obróbki. Poniższa lista przyczyn i sposobów zapobiegania różnym rodzajom zużycia pomoże uzyskać dobre wyniki toczenia.
Starcie na powierzchni przyłożenia Najczęstszy objaw zużycia, występujący we wszystkich zastosowaniach. Postępuje w sposób przewidywalny i stopniowy.
Zbyt duża prędkość skrawania
Zbyt udarny gatunek
Zbyt mała odporność na zużycie ścierne
Twarde wtrącenia w materiale obrabianym
Zmniejszyć prędkość skrawania
Zastosować gatunek lepiej odpowiadający wymogom udarności lub odporności na ścieranie
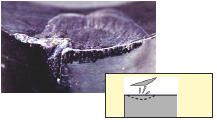
Wrąb (Karb)
Materiał „przywierający” lub utwardzający się podczas obróbki
Kąt przystawienia ~90° (PSIR ~0°)
Zbyt ujemna geometria płytki
Zastosować ostrzejszą krawędź
Zmniejszyć kąt przystawienia
Modyfikować głębokość skrawania
Zużycie kraterowe
Zbyt wysoka prędkość skrawania i/lub posuw
Zbyt wąski łamacz wiórów
Zużycie chemiczne lub ścierne
Zbyt mała odporność na ścieranie
Zmniejszyć prędkość skrawania lub posuw
Zastosować gatunek o większej odporności na ścieranie
Zastosować bardziej otwartą/dodatnią geometrię
Deformacja plastyczna Deformacja plastyczna na powierzchni przyłożenia Deformacja plastyczna na powierzchni natarcia
Duże obciążenie cieplne i nacisk, zbyt wysoka temperatura skrawania
Zbyt udarny/zbyt miękki gatunek
Brak chłodziwa.
Zmniejszyć obciążenie cieplne i nacisk poprzez zmniejszenie prędkości skrawania i/lub posuwu
Jeśli występuje deformacja plastyczna na powierzchni przyłożenia (obniżenie krawędzi), w pierwszej kolejności zmniejszyć posuw
Jeśli występuje deformacja plastyczna na powierzchni natarcia (odciśnięcie krawędzi), w pierwszej kolejności zmniejszyć prędkość skrawania
Zastosować gatunek o większej odporności na ścieranie/wytrzymałości termicznej
Zastosować bardziej otwartą/dodatnią geometrię
Poprawić efektywność podawania chłodziwa
Narost
Zbyt niska temperatura w strefie skrawania
Materiał "lepki"/przywierający
Zbyt ujemna geometria płytki
Zbyt grube pokrycie
Zwiększyć temperaturę poprzez zwiększenie prędkości skrawania
Zastosować gatunek pokrywany metodą PVD (mniej podatny na powstawanie narostu)
Zastosować bardziej dodatnią geometrię
Złuszczanie się pokrycia
Przywierający materiał
Zbyt mała prędkość skrawania
Skrawanie przerywane, obróbka z chłodziwem
Zbyt grube pokrycie
Zwiększyć prędkość skrawania
Zrezygnować z podawania chłodziwa
Zastosować gatunek z cieńszym pokryciem i o lepszym bezpieczeństwie ostrza (PVD)
Wykruszanie krawędzi
Niestabilne warunki obróbki
Zbyt twardy/zbyt kruchy gatunek
Zbyt cienkie pokrycie (CVD, powoduje złuszczanie się pokrycia na ostrzu)
Stworzyć bardziej stabilne warunki
Zastosować bardziej udarny gatunek
Zastosować mocniejszą geometrię
Zastosować gatunek z cieńszym pokryciem
Pęknięcia cieplne
Zmiany temperatury krawędzi skrawającej
Skrawanie przerywane, obróbka z chłodziwem
Zastosowanie gatunku wrażliwego na gwałtowne zmiany temperatury
Zastosowany gatunek o grubym pokryciu (CVD)
Wyłączyć podawanie chłodziwa lub podawać chłodziwo w dużej ilości, aby utrzymać stałą temperaturę
Zmniejszyć prędkość skrawania
Zastosować gatunek z cieńszym pokryciem
Wyłamanie ostrza
Nadmierne zużycie
Zastosowany został niewłaściwy gatunek (zbyt udarny/twardy)
Niewłaściwe parametry skrawania
Skrócić czas skrawania (czas kontaktu z materiałem): sprawdzić, w jaki sposób zużycie się rozpoczyna i jaki jego objaw dominuje
Zmienić parametry skrawania
Zastosować bardziej odpowiedni gatunek/geometrię płytki
Odłamanie - dot. płytek ceramicznych
Zbyt duża siła nacisku
Zmniejszyć posuw
Zastosować bardziej udarny gatunek
Zastosować płytkę z mniejszym ścinem lub użyć innej geometrii, aby zmienić kierunek siły
Wykruszenia poza strefą skrawania
Zakleszczanie się wiórów podczas toczenia powierzchni czołowej kołnierza/występu
Zaginanie się wiórów na skutek uderzania w ostrze
Nieodpowiedni posuw lub kierunek posuwu
Zmienić drogę narzędzia (aby uniknąć toczenia przy kołnierzu/występie)
Zmodyfikować posuw
Zastosować gatunek pokrywany metodą PVD
Zastosować geometrię zmieniającą sposób spływu wiórów