
Hoe te draaien in verschillende materialen
Staal draaien

Staalsoorten kunnen worden gecategoriseerd als ongelegeerd, laaggelegeerd en hooggelegeerd. Deze hebben alle invloed op de bewerkingsaanbevelingen voor draaien.
Draaien van ongelegeerd staal
Materiaalclassificatie: P1.1
Ongelegeerd staal heeft een koolstofgehalte tot 0,55%. Voor koolstofarm staal (<0,25%) moet speciale aandacht worden besteed aan de moeilijke spaanbreking en de neiging tot aanladen (snijkantsopbouw).
Om de spaan te breken en te regelen moet de hoogst mogelijke voeding worden gekozen. Een wiper wisselplaat wordt sterk aanbevolen.
Gebruik hoge snijsnelheden om snijkantsopbouw op de wisselplaat te vermijden, omdat dit een negatieve invloed kan hebben op het oppervlak. Scherpe kanten en lichtsnijdende geometrieën leiden tot een afname in de neiging tot aanladen en voorkomen verslechtering van de snijkant.
Draaien van laaggelegeerd staal

Materiaalclassificatie: P2.x
De bewerkbaarheid van laaggelegeerde staalsoorten hangt af van het legeringsgehalte en de warmtebehandeling (hardheid). Voor alle materialen in de groep zijn de meest voorkomende slijtagefactoren krater- en flankslijtage. Voor geharde materialen is plastische vervorming een algemeen voorkomende slijtage vanwege de hogere temperaturen in de snijzone.
Voor laaggelegeerde staalsoorten in een niet geharde conditie, is de eerste wisselplaatkeuze de staalserie van soorten en geometrieën. In geharde materialen is het gunstiger om een hardere soort te gebruiken (gietijzersoorten, keramiek en CBN).
Draaien van hooggelegeerd staal

Materiaalclassificatie: P3.x
Hooggelegeerde staalsoorten omvatten koolstofstaalsoorten met een totaal legeringsgehalte van meer dan 5%. De groep bevat zowel zachte als geharde materialen. De bewerkbaarheid neemt af met hogere legeringsgehaltes en hardheid.
Net als bij de laaggelegeerde staalsoorten, is de eerste wisselplaatkeuze de staalsoorten en -geometrieën.
Staalsoorten met meer dan 5% legeringselementen en met een hardheid hoger dan 450 HB, stellen extra eisen ten aanzien van bestendigheid tegen plastische vervorming en sterkte van de snijkant. Overweeg een hardere soort te gebruiken (gietijzer soorten, keramiek en CBN).
Lees meer over staalmaterialen
Draaien van roestvast staal

Roestvast staal kan worden gecategoriseerd als ferritisch/martensitisch, austenitisch en duplex (austenitisch/ferritisch), elk met hun eigen bewerkingsaanbevelingen voor draaien.
Draaien van ferritisch en martensitisch roestvaste staalsoorten
Materiaalclassificatie: P5.1
Dit roestvast staal is geclassificeerd als een staalmateriaal, daarom met materiaalclassificatie P5.x. De algemene bewerkingsaanbevelingen voor deze typen staal zijn onze soorten en geometrieën voor roestvast staal.
Martensitische staaltypen kunnen worden bewerkt in geharde condities, waarbij er extra eisen worden gesteld ten aanzien van plastische vervorming van de wisselplaat. Overweeg het gebruik van CBN soorten, HRC = 55 en hoger.
Draaien van austenitisch roestvast staal
Materiaalclassificatie: M1.x en M2.x
Austenitisch roestvast staal is het meest gangbare type roestvast staal. Deze groep bevat ook de zogenaamde super-austenitisch roestvaste staalsoorten, gedefinieerd als roestvaste staalsoorten met een Ni-gehalte van meer dan 20%.
Aanbevolen wisselplaatsoorten en geometrieën zijn ons roestvast staal programma van CVD en PVD soorten.
Voor onderbroken sneden of waar spaanhamering of spaanophoping de belangrijkste slijtagefactor is moet het gebruik van PVD-soorten worden overwogen.
Andere overwegingen:
- Gebruik altijd koelmiddel voor het verminderen van de kraterslijtage en plastische vervorming en gebruik een zo groot mogelijke neusradius. Lees meer over koelmiddel
- Gebruik ronde wisselplaten of kleine instelhoeken om kerfslijtage te voorkomen
- Aanlading of snijkantsopbouw komen algemeen voor. Deze hebben beide een negatieve invloed op de oppervlakte-afwerking en de standtijd. Gebruik scherpe snijkanten en/of geometrieën met een positief spaanvlak
Draaien van duplex (austenitisch/ferritisch) staal

Materiaalclassificatie: M3.4
Voor hoger gelegeerde duplex roestvaste staalsoorten worden aanduidingen zoals super-, of zelfs hyper-duplex roestvaste staalsoorten gebruikt. Door de hogere mechanische sterkte zijn deze materialen moeilijker te bewerken, vooral als het gaat om warmteopwekking, snijkrachten en spaanbeheersing.
Aanbevolen wisselplaatsoorten en geometrieën zijn ons roestvast staal programma van CVD en PVD soorten.
Andere overwegingen:
- Gebruik koelmiddel voor verbeterde spaanbeheersing en om plastische vervorming te voorkomen. Gebruik gereedschappen met inwendige koelmiddeltoevoer, bij voorkeur precisiekoelmiddel. Lees meer over koelmiddel
- Gebruik kleine instelhoeken om kerfslijtage en braamvorming te voorkomen
Lees meer over roestvast staal materialen
Draaien van gietijzer

Er zijn vijf hoofdtypen gietijzer:
- Grey Cast Iron (GCI) Grijs gietijzer
- Nodular Cast Iron (NCI) Nodulair gietijzer
- Malleable Cast Iron (MCI)Smeedbaar gietijzer
- Compacted Graphite Iron (CGI) Verdicht grafiet gietijzer
- Austempered Ductile Iron (ADI) Isotherm gehard gietijzer
Gietijzer is een Fe-C samenstelling met een Si-gehalte (1-3%) en een C-gehalte groter dan 2%. Het is een kortspanend materiaal met goede spaanbeheersing onder de meeste omstandigheden.
Voor het grootste deel van de gietijzermaterialen, wordt het gebruik van onze wisselplaten voor gietijzer-soorten en geometrieën aanbevolen. Het wordt aanbevolen keramische en CBN soorten te gebruiken voor grijs gietijzer bij hogere snijsnelheden.
Lees meer over gietijzer materialen
Draaien van hittebestendige superlegeringen (HRSA)

Een superlegering kent een uitstekende mechanische sterkte en is bestand tegen kruipvervorming (eigenschap van vaste stoffen om langzaam te verplaatsen of te vervormen onder spanning) onder hoge temperaturen. Het biedt ook een goede corrosie/oxidatiebestendigheid. HRSA kan worden onderverdeeld in vier materiaalgroepen:
- Op nikkelbasis (bijvoorbeeld Inconel)
- Op ijzerbasis
- Op kobaltbasis
- Titaniumlegeringen (titanium kan zuiver zijn of met alfa- en beta-structuren)
De bewerkbaarheid van zowel HRSA en titanium is matig, met name in geharde condities die speciale eisen stellen aan het snijgereedschap. Het is belangrijk om scherpe snijkanten te gebruiken, om de vorming van zogenaamde witte lagen te voorkomen met verschillende hardheid en rest-spanning.
HRSA materiaal: PVD en keramische soorten worden algemeen toegepast bij het draaien van HRSA materialen. Het wordt aanbevolen om geometrieën te gebruiken die zijn geoptimaliseerd voor HRSA.
Titaniumlegeringen: Gebruik vooral ongecoate- en PVD-soorten. Het wordt aanbevolen om geometrieën te gebruiken die zijn geoptimaliseerd voor HRSA.
Een gebruikelijk slijtagecriterium in zowel titanium als HRSA is kerfslijtage. Volg deze richtlijnen voor optimale prestaties:
- Het wordt aanbevolen een instelhoek kleiner dan 45° te gebruiken
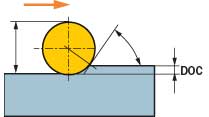
- Gebruik de juiste relatie tussen de wisselplaatdiameter/neusradius en de snedediepte
- Bij het gebruik van ramping of meerdere gangen, wordt aanbevolen een snedediepte groter dan 0.25 mm (0.0098 inch) te gebruiken
- Er moet altijd koelmiddel worden gebruikt bij het draaien van HRSA en titaniumlegeringen, ongeacht of hardmetalen of keramische wisselplaten worden gebruikt. De koelmiddelhoeveelheid moet groot zijn en goed gericht. Lees meer over koelmiddel
- Bij het gebruik van keramiek wordt aanbevolen om eerst aan te schuinen om het risico van bramen te minimaliseren wanneer de wisselplaat in- en uit de snede treedt voor optimale prestaties

Lees meer over HRSA en titanium
Draaien van non-ferro materialen (aluminium)

Deze groep bevat non-ferro zachte metalen, bijvoorbeeld aluminium, koper, brons, messing, metal matrix composite (MMC) en magnesium. De bewerkbaarheid hangt af van de legeringselementen, warmtebehandelingen en productieprocessen (gesmeed, gegoten, etc.).
Draaien van aluminium legeringen
Materiaalclassificatie: N1.2
Er moeten altijd wisselplaten met een positieve basisvorm en scherpe snijkanten worden gebruikt. Ongecoate en PCD-soorten zijn de eerste keuzes.
Voor aluminium legeringen met een Si-gehalte hoger dan 13%, moet PCD worden gebruik omdat de gereedschapslevensduur van gecementeerde hardmetaalsoorten drastisch wordt gereduceerd.
Koelmiddel in aluminiumbewerking wordt meestal gebruikt voor spaanverwijdering.


Lees meer over non-ferro materialen
Draaien van gehard staal

Draaien van staal met een hardheid van typisch 55–65 HRC wordt gedefinieerd als het draaien van harde componenten (hard part turning) en is een kosteneffectief alternatief voor slijpen. Het draaien van harde componenten biedt verbeterde flexibiliteit, betere doorlooptijden en een hoger kwaliteit.
Cubic Boron Nitride (CBN) soorten zijn het ultieme snijgereedschapmateriaal voor het draaien van harde componenten van inzet- en inductiegeharde staalsoorten. Gebruik voor staalsoorten zachter dan ca.55 HRC, keramische of gecementeerde hardmetalen wisselplaten.

Gebruik geoptimaliseerde CBN soorten voor het draaien van harde componenten.
- Waarborg een goede machine- en opspanstabiliteit
- Gebruik zo klein mogelijke snededieptes om een kleine instelhoek te bereiken en de juiste snijkantvoorbereiding om de gereedschapslevensduur te verbeteren
- Gebruik een wiper om de beste oppervlakte-afwerking te realiseren
Toepassingstips voor het draaien van harde werkstukken
Lees meer over geharde staalmaterialen
