
긴 오버행을 이용한 가공 – 고려사항
오버행이 길고 공구 직경이 4×D 이상인 가공에서는 진동이 문제가 되기 시작합니다. 금속 절삭 가공에서 진동을 완전히 없애는 것은 불가능하지만, 다양한 방법으로 진동을 줄일 수 있습니다.
진동방지 보링 바

진동은 속도, 이송, 절입 깊이 등을 감소시켜 기계의 생산성을 제한하는 매개변수로 작용할 때가 많습니다. 진동 방지 보링 바는 공구 바디 안의 진동방지 시스템을 통해 진동을 최소화하도록 설계되었습니다.
진동 방지 보링 바를 사용하면 절삭 매개변수가 향상되는 동시에 공차가 정밀하고 표면 품질이 우수하며 금속 제거율이 향상된, 더욱 안전하고 진동이 없는 공정이 보장되어 가공물당 비용이 감소합니다.
대부분의 경우 오버행이 길고 접근성이 열악한 작업에서 진동 방지 보링 바를 사용합니다. 그러나 짧은 오버행(4xD 이상)에서도 생산성과 표면 품질이 크게 향상됩니다.
금속 제거율 개선, 표면 조도 향상, 공정 안정성 강화, 생산 비용 감소 등 어떤 목적에서든 무소음 상태로 가공을 진행할 수 있습니다.
원통형 섕크 관련 고려사항
- CoroChuck® 935로 분할 보링 바 디자인을 사용하여 최소 4XD 클램핑이 가능한 홀더를 사용하십시요.
- 4×D 이상의 새들에서 분할 캡 클램핑을 사용하십시오.
- 보링 바의 모멘트를 고려해야 합니다.
- 직경/오버행에 따라 카운터웨이트가 필요할 수 있습니다.

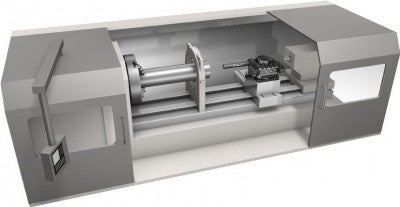
수평 베드 선반에서 긴 오버행을 이용한 가공
수평 베드 선반에서는 방진구와 긴 보링 바를 사용한 내경 가공이 일반적입니다. 진동 방지 보링 바를 사용하여 진동을 줄이면 지지 패드가 있는 특수 보링 헤드가 거의 필요하지 않게 됩니다. 진동 방지 보링 바는 터릿 또는 테일 스톡 위치에 장착할 수 있습니다.
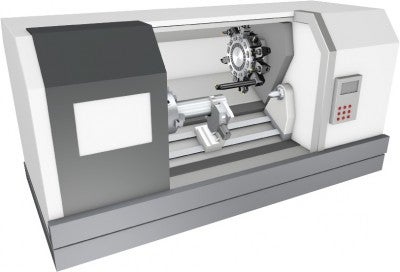
터닝 센터에서 긴 오버행을 이용한 가공
터닝 센터에서 긴 보링 바를 사용하면 진동 문제가 추가로 발생하며, 다른 공구를 함께 사용할 경우 충돌 위험도 생깁니다. 진동 방지 보링 바를 사용하면 이러한 문제가 경쟁력을 높여주는 장점으로 변합니다.
긴 보링 바를 이용하는 경우에는 커플링 플랜지에서 안정성을 극대화할 수 있도록 최대한 큰 Coromant Capto®를 사용하십시오. 외경 클램핑 유닛은 다른 유형의 공구이므로 동일한 크기가 아니어도 됩니다.
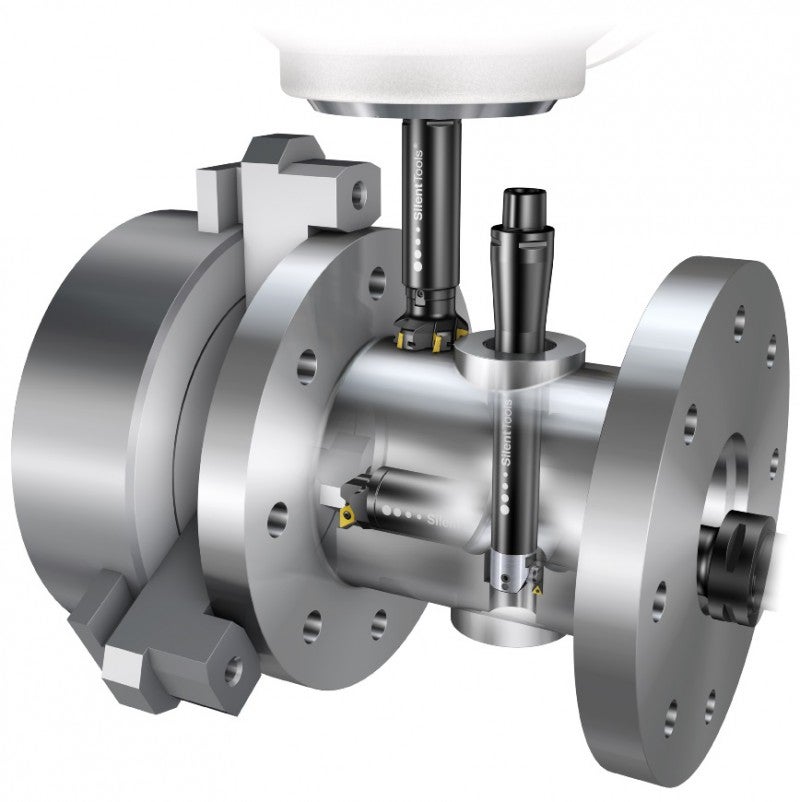
수평 복합 가공기에서 긴 오버행을 이용한 가공
긴 보어는 대형 수평 복합 가공기에서 가공하는 것이 일반적입니다. 장비에는 일반 매거진이 취급할 수 있는 것보다 긴 보링 바를 위한 별도의 로딩 스테이션이 있습니다. 다양한 커팅 헤드를 일반 매거진에 보관하기 위해 이 보링 바를 ATC(자동 공구 교환)와 함께 사용할 수도 있습니다.

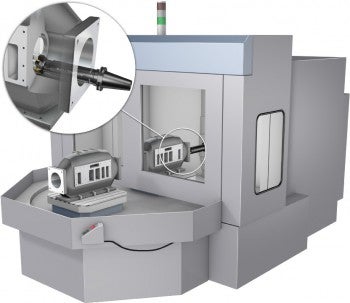
머시닝 센터에서 긴 오버행을 이용한 가공
이 모듈러 솔루션은 2가지 길이의 장비 인터페이스 어댑터와 3가지 길이의 진동 방지 밀링 어댑터를 조합하여 손쉽게 길이를 최적화할 수 있습니다.
진동 방지 밀링 커터를 사용할 때는 여유 공간 관련하여 3가지 사항을 고려해야 합니다.

a

b

c
a) 큰 직경 커터를 이용한 어셈블리: 전체적으로 여유 공간
b) 공칭 커터 직경과 소직경 섕크 어댑터를 이용한 어셈블리: 소직경 섕크의 여유 공간
c) 공칭 커터를 이용한 어셈블리: 여유 공간 없음
| 섕크 직경, mm (inch) | 큰 직경 커터, mm (inch) | |
| C3 | 32 (1.260) | 36 (1.417) |
| C4 | 40 (1.575) | 44 (1.732) |
| C5 | 50 (1.968) | 54 (2.126) |
| C6 | 63 (2.480) | 66 (2.598) |
| C8 | 80 (3.150) | 84 (3.307) |
| 공칭 커터 직경 mm (inch) | 섕크 직경, mm (inch) | |
| C4 | 40 (1.575) | 38 (1.496) |
| C5 | 50 (1.968) | 47.5 (1.870) |
| C6 | 63 (2.480) | 60 (2.362) |
| C8 | 80 (3.150) | 76 (2.992) |
| C10 | 100 (3.937) | 95 (3.740) |
