
ボーリング加工の公式と定義
このセクションでは、お客様がボーリング加工を行う際に必要となる、適切なボーリング切削速度、回転当たり送りおよび切りくず排出量の計算方法などのボーリング加工の公式と定義を説明しています。ボーリング加工では、さまざまな加工パラメータに対して正しい値を設定することが良好な加工結果を得るためにきわめて重要になります。
| ミリ仕様 | インチ仕様 |
切削速度、(vc) m/min 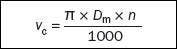 | 切削速度、(vc) ft/min 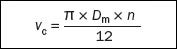 |
スピンドル回転数、(n) r/min 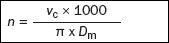 | スピンドル回転数、(n) rpm 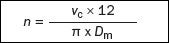 |
加工時間、(Tc) min  | 加工時間、(Tc) min |
切りくず排出量、(Q) cm3/min  | 切りくず排出量、(Q) inch3/min  |
送り速度、(vf) mm/min  | 送り速度、(vf) inch/min |
回転当たり送り、(fn) mm/rev  | 回転当たり送り、(fn) inch/rev |
正味動力、Pc kW 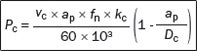 | |
トルク、Pc Nm  | |
送り分力、(Ff )、N  |
切削速度、vc
ボーリング工具は加工径 (DC) を毎分一定の回転数 (n) で回転することにより、加工します。これが特定の切削速度 (vc) になり、切刃における速度 (m/min) で測定されます。切削速度は工具寿命に直接影響を与えます。
送り、fn
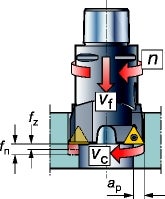
工具の軸方向の動きは送りと呼ばれ、単位は「mm/rev」です。送りは、刃当り送り (fz) に有効刃数(仕上げ面を作成する刃数)をかけて求めます。送り速度は加工面の品質を決定し、切りくずを確実にチップブレーカの範囲内で形成させる上で重要な値です。
送り速度、vf
送り速度とは軸方向の動きの速度のことで、生産性に大きな影響を与えます。
切りくず排出量、Q
切りくず排出量は1分間にどれだけの被削材を取り除くことができるかを意味するもので、荒加工の生産性に大きな影響を与えます。
切込み、ap
切込みとは、未加工穴の半径と加工済み穴の半径との差のことです。
切込角、kr (º)
ワークに対する刃先アプローチは切込角と呼ばれ、主切刃と送り方向との角度を示します。
正味動力、Pc
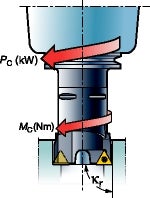
正味動力とは、切削アクションを進めるために機械が切刃に供給できなければならない動力のことです。切削条件を選択する場合に、機械の機械効率と電気効率を考慮に入れなければなりません。
トルク、Mc
トルクとは切削アクション時に工具によって発生されるトルクのことで、機械が供給できなければならないものです。
