
穴あけ

ボーリングは、既存の穴を広げる、または穴品質を向上させるための加工方法です。穴あけの際にご利用いただける、荒加工およびファインボーリングそれぞれの幅広い加工径の様々な工具シリーズをご用意しています。
穴あけの際の最初の考慮事項
ここに挙げた最初の考慮事項は、ボーリング工具の選択とそれらの使用方法に影響を与えます。
穴
穴品質によって加工の種類と選定工具が変わります。
穴寸法、制限事項および品質要求を考慮します。
- 加工径
- 深さ
- 公差、加工面荒さ、位置決め、真直度
- 穴タイプ

通し穴

止まり穴
段付き穴

交差穴/ 断続切削
加工タイプ、荒加工か仕上げ加工かを確認します。
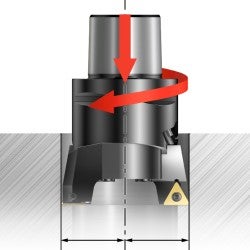
荒加工
仕上げの準備のための切りくずの除去を目的とした既存穴の加工。既存穴の加工には、穴あけ、鋳造、鍛造およびガス切断等がありますIT9より大きいかまたは同等の穴公差用。
仕上げ加工
厳しい穴公差と高い加工面品質に対応するための既存穴の加工。小切込み深さ、通常0.5 mm (0.020") 未満 IT6とIT8の間の穴公差用。
荒加工

仕上げ加工
加工物
どのタイプの部品を加工するのかを確認します。
形状および品質:
- 被削材は被削性、切りくず処理特性に優れていますか?
- ワークは安定していますか?それともびびりの発生原因となる薄肉箇所がありますか?
- 加工深さまで達するのに、工具エクステンションは必要ですか?
- 加工ワークを確実にクランプできますか?安定性について検討する項目はありますか?
- ワークは穴を中心にして回転対称ですか?つまり旋削用旋盤で加工することができますか?
- バッチサイズ – 生産性を最大限に発揮する特殊工具が必要な大量生産ですか?あるいは単穴加工ですか?
被削材:
- 被削性
- 切りくず処理
- 硬度
- 合金成分
機械

機械の重要な注意事項:
- 主軸インターフェース
- 機械の安定性
- 小径穴の加工に十分な主軸回転数(rpm)ですか?
- 給油および圧力、クーラント量と圧力は十分ですか?
- ワークのクランプは十分に安定していますか?
- 横型スピンドルですか、それとも縦型スピンドルですか?横型スピンドルの方が切りくず排出に優れています。
- とトルク、は大径穴の加工および3コーナボーリング工具に十分な動力ですか?
- ツールマガジン、スペースが限られていますか?

