
CoroMill® 415
Fraise à surfacer à grande avance de petit diamètre
Couple de serrage
Les couples corrects sont de 0.6 Nm pour IC05 et de 1.2 Nm pour IC07.

Instructions d’assemblage
Nettoyer soigneusement les logements de plaquettes avant de monter les plaquettes. En raison de la petite taille des plaquettes, il est recommandé d'indexer les plaquettes IC05 lorsque l'usure en dépouille (Vb) atteint 0.15 mm (0.006 pouce) au maximum dans les matières ISO M et ISO S.
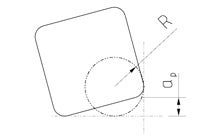
Rayons programmés
Le rayon programmé est de 1.5 mm (0.059 pouce) pour IC05 et de 2.2 mm (0.087 pouce) pour IC07. Voir les recommandations pour les valeurs de R et ap des différentes géométries.

Raccord d'arrosage
Arrosage par l'intérieur standard avec sorties radiales sur tous les corps d'outils.
Indications sur les applications

Formation des copeaux
La formation et l'évacuation des copeaux sont essentielles pour la qualité des opérations de fraisage. Apprenez comment obtenir des copeaux parfaits et n'oubliez pas la règle d'or : Épais en entrée, fin en sortie.
Positionnement de la fraise
A chaque fois qu'une arête entre en coupe, elle subit un choc mécanique. Pour réussir le fraisage, il faut tenir compte du type de contact entre les arêtes et la matière, en entrée comme en sortie.
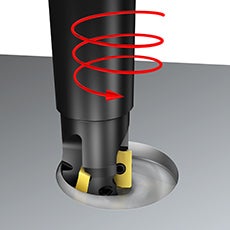
Trois clés pour réussir le ramping
Le ramping est une manière efficace d'aborder la pièce lors de l'usinage de poches. Trois paramètres clés doivent être appliqués correctement pour réussir les opérations de ramping.
Recommandations
Conditions de coupe
| IC | Groupe ISO | MC | Valeurs de départ | |
| Vc (mm/min) | fz (mm/z) | |||
| 05 | P | P1.2.Z.AN | 240 | 0.48 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.38 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.48 | |
| IC | Groupe ISO | Exemples de matières | Valeurs de départ | |
| Vc (mm/min) | fz (mm/z) | |||
| 07 | P | P1.2.Z.AN | 240 | 0.55 |
| P2.1.Z.AN | 180 | |||
| P2.2.Z.AN/P2.5.Z.HT | 180 | |||
| M | M1.1.Z.AQ | 210 | 0.45 | |
| M1.0.Z.PH | 90 | |||
| S | S4.2.Z.AN | 50 | 0.4 | |
| H | H1.1.Z.HA | 150 | 0.55 | |
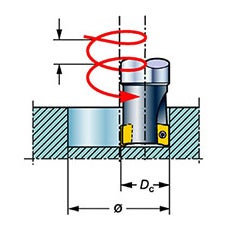
Interpolation hélicoïdale
CoroMill® 415 |
||||||
| Diam. de fraise | iC 05 | iC 07 | ||||
| Angle de ramping (α°) | b | 4.1 | Angle de ramping (α°) | b | 5.5 | |
| ap maxi. | 0.85 | ap maxi. | 1.2 | |||
| Dm maxi. | Dm mini. | Dm maxi. | Dm mini. | |||
| 13 | 0.848 | 24.8 | 18 | |||
| 16 | 0.97 | 30.8 | 24 | |||
| 20 | 0.616 | 38.8 | 32 | 0.56 | 38 | 28 |
| 25 | 0.64 | 48.8 | 42 | 0.61 | 48 | 38 |
| 32 | 0.65 | 62.8 | 56 | 0.63 | 62 | 52 |
| 40 | 0.48 | 78 | 68 | |||
Rayon à programmer et profondeur de coupe maximum
| Référence plaquette | ap, mm (pouces) | R, mm (pouces) |
| 415N-05 02 06M-M30... | 0.85 (0.033) | 1.5 (0.059) |
| 415N-05 02 12M-M30... | 0.85 (0.033) | 2.0 (0.079) |
| 415N-07 03 10M-M30... | 1.2 (0.047) | 2.2 (0.087) |
| 415N-07 03 20M-M30... | 1.2 (0.047) | 2.8 (0.110) |
Abonnez-vous pour rester informé(e).
Abonnez-vous dès aujourd'hui à notre e-newsletter
