
Formules et définitions de filetage
Cette section couvre les formules et les définitions de filetage, pour vous permettre d'apprendre à calculer la vitesse de coupe, l'avance ou tout autre paramètre pour votre filetage au tour, filetage à la fraise ou vos opérations de taraudage. Vous trouverez ici également la désignation des différents profils de filet conformément aux normes internationales.
Formules et définitions pour le filetage
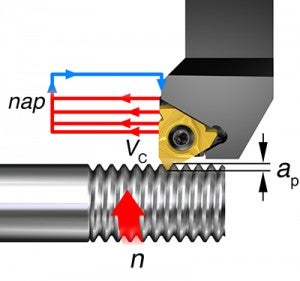
Vitesse de pénétration
En divisant la profondeur totale du filet en plusieurs coupes de faible profondeur, le rayon de bec de la plaquette n'est pas surchargé.
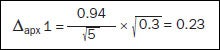
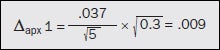
Exemple : En prenant 0.23–0.10 mm (0.009–0.004 pouce) en profondeur de coupe par passe (avance radiale), la profondeur de coupe totale (ap), et la profondeur de profil du filet (0.94 mm (0.037 pouce)), sont tournées sur un filet métrique de 1.5 mm (0.06 pouce) de pas en 6 pas (nombre de passes, nap).
1e passe, pénétration
0.23 mm
= 0.009 pouce
2e passe, pénétration
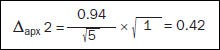
0.42–0.23 = 0.19 mm
0.017–0.009 = 0.008 pouce
3e passe, pénétration
0.59–0.42 = 0.17 mm
0.023–0.017 = 0.006 pouce
4e passe, pénétration
0.73–0.59 = 0.14 mm
0.029–0.023 = 0.006 pouce
5e passe, pénétration
0.84–0.73 = 0.11 mm
0.033–0.029 = 0.004 pouce

6e passe, pénétration
0.94–0.84 = 0.10 mm
0.037-0.033 = 0.004 pouce
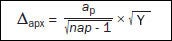
La pénétration peut être calculée conformément à la formule :
Δap = pénétration radiale, profondeur de coupe par passe
X = Numéro de passe (dans une série de 1 à nap)
ap = Profondeur totale du filet + surépaisseur d'usinage
nap = Nombre de passes
Y = 1e passe = 0.3
2e passe = 1
3e passe et passes suivantes = x-1
Pas 1.5 mm (0.06 pouce)
ap = 0.94 mm (0.037 pouce)
nap = 6
γ1 = 0.3
γ2 =1
γn = x-1
| Symbole | Désignation / définition | Cotes métriques | unités impériales |
| ap | Pénétration, profondeur de coupe totale | mm | pouces |
| n | Vitesse de broche | tr/mn | tr/mn |
| Vc | Vitesse de coupe | m/mn | |
| nap | Nombre de passes |
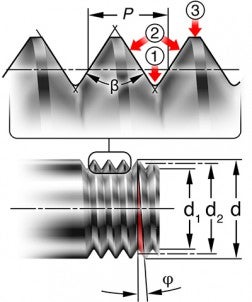
- Fond de filet/pied
Le fond du filet est la jonction entre deux flancs adjacents - Flanc/côté
Les flancs, c'est-à-dire les côtés des filets, sont la partie située entre le sommet et le fond - Crête/sommet
Partie saillante où les deux flancs d'un filet se rejoignent.
P = pas, mm, ou filets/pouce (t.p.i.)
La distance du point de vue du filet de vis vers un point correspondant sur le filet suivant mesuré parallèlement à l'axe.
β = Angle du profil de filet
L'angle entre les flancs du filet mesuré dans un plan axial.
φ = Angle de filet (angle d'hélice) du filet
L'angle du filet à un diamètre sur flanc de filet avec un plan perpendiculaire à l'axe.
Paramètres de diamètre
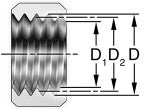
d = Diamètre maximum du filet extérieur
D = Diamètre maximum du filet intérieur
d1 = Diamètre minimum, filet extérieur
D1 = Diamètre minimum, filet intérieur
d2= Diamètre du filet, extérieur
D2= Diamètre du filet, intérieur
Diamètre effectif du filet ; à environ mi-chemin entre les diamètres maximum et minimum.
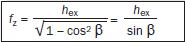
Angle de filet (angle d'hélice)
L'angle de filet, φ, (angle d'hélice) dépend du diamètre et du pas du filet. Cette mesure peut être représentée par un triangle qui se déroule à partir du composant. L'angle de filet est calculé conformément à la formule ci-dessous.
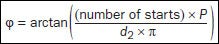
Formule de calcul de l'angle de filet.
N = nombre de départs
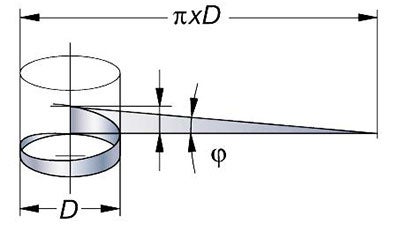
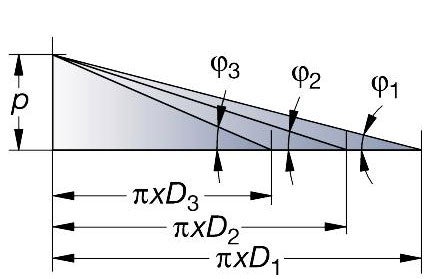
Le même pas sur différents diamètres produit un angle de filet différent.
Formules et définitions de filetage à la fraise
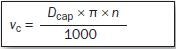
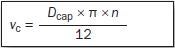
Vitesse de coupe (vc)
Unités métriques (m/mn)
Unités impériales (pied/mn)
Formules pour filetage intérieur à la fraise
Version calculée
Avance périphérique (mm/mn) (pouce/mn)
Profondeur de coupe radiale (mm) (pouces)
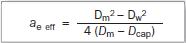
Avance centrée d'outil (mm/mn) (pouce/mn)

Avance à la dent (mm) (pouce)
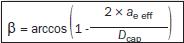
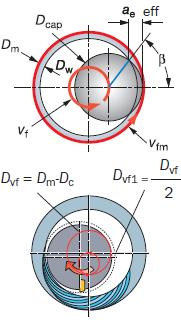
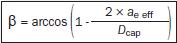
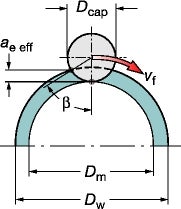
Filetage à la fraise avec trajectoire de l'outil d'entrée en coupe , Dvf1
Formules pour filetage extérieur à la fraise
Version calculée
Avance périphérique (mm/mn) (pouce/mn)  | Avance centrée d'outil (mm/mn) (pouce/mn)  |
Avance à la dent (mm) (pouce)  | |
 |
Formules et définitions de taraudage
| Cotes métriques | pouces |
Vitesse de broche, n (tr/mn) 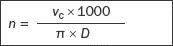 | 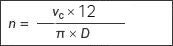 |
Vitesse d'avance  | |
Couple (Md) (Nm)  |
Puissance (P) (kW)  |
| Paramètre | Sens | Unité métrique | Unité de pouces |
| Md | Couple | Nm | in.lb |
| p | Pas | mm | pouces |
| D / DC | Diamètre nominal | mm | pouces |
| kc | Force de coupe spécifique | N/mm2 | lbs/in2 |
| n | Vitesse de broche | tr/min | tr/min |
| P | Puissance | kW | hp |
| Vc | Vitesse de coupe | m/min | pieds/min |
| vf | Vitesse d'avance | mm/min | pouces/min |
Formules pour la taille du trou
On peut effectuer les calculs de base de la taille de trou à l'aide des formules suivantes.
Calcul de base de la taille de trou, tarauds coupants
|
|
|
|
|
|
|
|

Calcul de base de la taille de trou, tarauds par déformation
 | |
| |
 | |
|

Calcul de base de la taille de trou avec hauteur de filet pour taraud coupant

| |
| |
| |
|

Calcul de base de la taille de trou avec hauteur de filet pour taraud coupant
 | |
| |
 | |
|


| Paramètre | Sens | Unité métrique | Unité de pouces |
| D | Diamètre du trou | mm | pouces |
| TD | Diamètre du filet nominal | mm | pouces |
| TP | Pas du filetage | mm | |
| TPI | Pas du filetage en pouces | pouces | |
| TH | Hauteur de filet | % | % |
Comment calculer la hauteur du filet en pourcentage, %
La hauteur de filet en % est le rapport entre la hauteur réelle et la hauteur maximum d'un filet intérieur. L'exemple ci-dessous vaut pour les filets ISO et UTS standard à 60°.
Exemple, M8x1,25
Hauteur de filet maximum conformément à la norme : 6/8 H.
H = 0.866 x P
(H = Hauteur du triangle de base)
(P = pas du filetage)
La hauteur de filet maximum est de :
6/8 * (0.866 x 1, 25) = 0.811 mm
Hauteur de filet réelle d'un avant-trou de Ø6.9 mm :
(8 - 6,9) / 2 = 0.55 mm
La hauteur du filet est alors de (0.55 / 0.81) x 100 = 68%
Hauteur de filet effective Ø avant-trou recommandé | 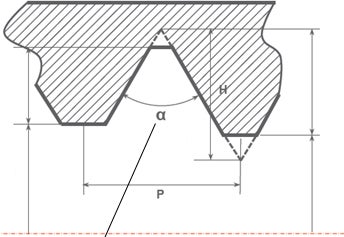 filet 60° | Hauteur de filet maximum sur filet intérieur (6/8 H) Ø avant-trou min conformément à la norme |
Désignation des filets conformément aux normes internationales
Normes internationales
Pour veiller à ce que les deux moitiés (intérieure et extérieure) d'un accouplement fileté s'adaptent l'une à l'autre pour donner un accouplement capable de supporter une charge précise, les filets doivent être conformes à certaines normes. Des normes internationales ont donc été fixées pour les profils de filets pour tous les types de filets les plus répandus.
Désignation de filets métriques ISO
La désignation complète du filet se compose de valeurs pour le profil de filet et la tolérance. La tolérance est indiquée par un chiffre pour la nuance de tolérance et des lettres pour la position de tolérance.
Exemples
M16 - 6h
M16 : Désignation de filet et dimension nominale
6h : Classe de tolérance pour le pas et la position de crête
M10 x 1.25 5g6g
M10 : Pas
1.25: Classe de tolérance du diamètre de pas
5g6g : Classe de tolérance du diamètre de crête
L'ajustement entre les parties filetées est indiqué par la classe de tolérance de filet intérieur suivie de la classe de tolérance du filet extérieur, séparées par une barre oblique.
Positions de tolérance
La position de tolérance identifie l'écart fondamental et est indiquée par une majuscule pour les filets intérieurs et une minuscule pour les filets extérieurs. Une combinaison de la nuance de tolérance et de la position donne ainsi la classe de tolérance. Les valeurs des classes de tolérance figurent dans les normes pour les différents systèmes de filetage.
Filets en pouces ISO (UNC, UNF, UNEF, UN)
Le système UN a 3 classes de tolérance, de 1 (grand) à 3 (fin). Un filet typique UN est désigné comme suit :
¼” 20 20UNC - 2A
¼” – Diamètre du filet maximum
20 – Valeur du pas : filets/pouce (t.p.i.)
UNC – Indique un grand pas
2A – Indique une tolérance moyenne
ISO – unifié (UN) :
Tolérance lâche :1A (filets extérieurs), 1B (filets intérieurs)
Tolérance moyenne : 2A (filets extérieurs), 2B (filets intérieurs)
Tolérance serrée : 3A (filets extérieurs), 3B (filets intérieurs)
Différents types de filets UN
| UNC | diamètre de filet à grand pas |
| UNF | diamètre de filet à pas fin |
| UNEF | diamètre de filet à pas extra fin |
| UN | diamètre de filet à pas constant |
Filets Whitworth (G, R, BSW, BSF, BSPF)
Les filets de vis Whitworth sont maintenant obsolètes, mais les filetages de tubes Whitworth sont une norme internationale reconnue. Il existe deux classes de tolérance pour les filetages de tube Whitworth extérieurs et une classe de tolérance pour les filetages de tube Whitworth intérieurs.
Filetages de tube Whitworth : BSW, BSF et BSP.F
Position de tolérance
Fine : A (filets extérieurs), une classe uniquement de filets intérieurs
Brute : B (filets intérieurs), une classe uniquement de filets intérieurs
Désignations de filets de tube Whitworth
Ces filets sont divisés en 2 groupes :
- Raccords avec étanchéité non effectuée sur le filet, ISO 228/1
- Raccords avec étanchéité effectuée sur le filet, ISO 7/1
