Formules et définitions pour le fraisage
Trouvez l'outil de coupe dont vous avez besoin pour votre tâche et
obtenez instantanément des recommandations de conditions de coupe pour vos opérations.
Vous trouverez ici toute une série de formules pratiques et de définitions pour les process de fraisage, les fraises, les techniques de fraisage et plus encore. Il est essentiel de savoir calculer correctement une vitesse de coupe, l'avance par dent ou le débit copeaux pour obtenir de bons résultats dans toute opération de fraisage.
f Avance de table, v (mm/min) | f Avance de table, v (po/min) |
 |  |
c Vitesse de coupe, v(m/min) | c Vitesse de coupe, v (pied/min) |
 |  |
| Vitesse de broche, n (r/min) | Vitesse de broche, n (tr/mn) |
 |  |
z Avance à la dent, f(mm) | z Avance à la dent, f (po) |
 |  |
n Avance par tour, f (mm/tr) | n Avance par tour, f (pouces/tr) |
 |  |
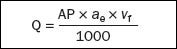
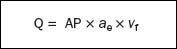
3 Débit copeaux, Q (cm/min) | 3 Débit copeaux, Q (po/min) |
 |  |
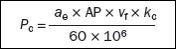
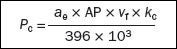
c Puissance nette, P (kW) | c Puissance nette, P (HP) |
 |  |
c Couple, M(Nm) | c Couple, M(lbf ft) |
 |  |
| Symbole | Désignation / définition | Cotes métriques | Cotes impériales |
| ae | Profondeur de coupe radiale | mm | pouces |
| ap | Profondeur de coupe axiale | mm | pouces |
| DCap | Diamètre de coupe à la profondeur de coupe ap | mm | pouces |
| Dm | Diamètre usiné (diamètre composant) | mm | pouces |
| fz | Avance par dent | mm | pouces |
| fn | Avance par tour | mm/tr | pouces |
| N | Vitesse de broche | tr/mn | tr/mn |
| vc | Vitesse de coupe | m/mn | pieds/min |
| ve | Vitesse de coupe effective | mm/min | pouces/min |
| vf | Avance table | mm/min | pouces/min |
| zc | Nombre de dents en coupe | pces | pces |
| hex | Épaisseur maximale des copeaux | mm | pouces |
| hm | Épaisseur moyenne des copeaux | mm | pouces |
| kc | Force de coupe spécifique | N/mm2 | N/po2 |
| Pc | Puissance nette | kW | HP |
| Mc | Couple | Nm | lbf ft |
| Q | Débit copeaux | cm3/min | pouces3/min |
| KAPR | Angle d'attaque | degré | |
| PSIR | Complémentaire de l'angle d'attaque | degré | |
| BD | Diamètre du corps | mm | pouces |
| DC | Diamètre de coupe | mm | pouces |
| LU | Longueur utile | mm | pouces |
Le process de fraisage – définitions
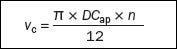
Vitesse de coupe,vc
Indique la vitesse de surface à laquelle l'arête de coupe usine la pièce.
Vitesse de coupe effective ou réelle, ve
Indique la vitesse de surface au diamètre effectif (DCap). Cette valeur est nécessaire pour déterminer les bonnes conditions de coupe à la profondeur de coupe effective (ap). C'est une valeur particulièrement importante lorsqu'on utilise des plaquettes de coupe rondes, des fraises à bout sphérique, des fraises à grand rayon d'angle ou des fraises avec un angle d'attaque inférieur à 90°.
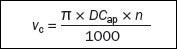
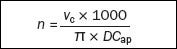
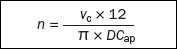
Vitesse de broche, n
Nombre de tours que la fraise effectue par minute sur la broche. Il s'agit d'une valeur orientée machine, calculée à partir de la valeur de vitesse de coupe recommandée pour une opération.
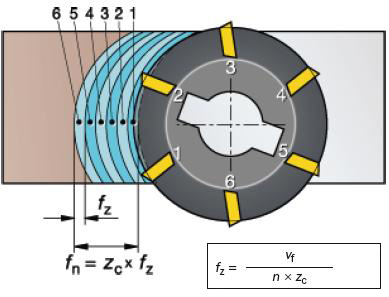
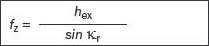
Avance à la dent, fz
Valeur pour calculer l'avance de table. La valeur de l'avance à la dent se calcule à partir de l'épaisseur des copeaux maximum recommandée.
Avance par tour, fn
Valeur auxiliaire indiquant la distance parcourue par l'outil durant une rotation complète. Elle est utilisée pour les calculs d'avance et sert souvent à déterminer la capacité des fraises en finition.
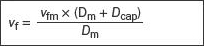
Avance par minute, vf
Également connue comme avance de table, avance machine ou vitesse d'avance. Il s'agit de l'avance de l'outil par rapport à la pièce à usiner en distance par unité temps liée à l'avance par dent et au nombre de dents de la fraise. Le nombre de dents des fraises (zn) est très variable. Il est utilisé pour déterminer l'avance de la table. Le nombre de dents effectives (zc) est le nombre de dents qui sont simultanément en coupe. L'avance par tour (fn) , en mm/tr (pouces/tr), est utilisée pour les calculs d'avance et sert souvent à déterminer la capacité des fraises en finition.
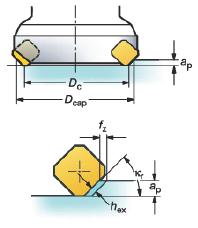
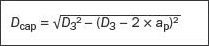
Épaisseur maximum des copeaux, hex
Cette valeur résulte de l'engagement de la fraise par rapport à (fz), (ae) et (kr). L'épaisseur de copeau est un élément important à prendre en compte pour décider de l'avance par dent, afin de veiller à utiliser l'avance de table la plus productive.
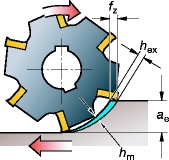
Épaisseur moyenne des copeaux, hm
Une valeur utile pour déterminer la force de coupe spécifique utilisée pour les calculs de puissance nette.
Débit copeaux, Q (cm3/min)
Le volume de métal retiré en mm cube par minute (po3/minute). Il est fixé à l'aide des valeurs de profondeur de coupe, de largeur de coupe et d'avance.
Force de coupe spécifique, kct
Une constante de matériau qui est un facteur utilisé pour les calculs de puissance, exprimé en N/mm2
Temps d'usinage, Tc (min)
Longueur usinée (lm) divisée par l'avance de table (vf).
Puissance nette, Pc et rendement, ηmt
Des valeurs orientées machine-outil, qui permettent de calculer la puissance nette pour veiller à ce que la machine puisse manipuler la fraise et traiter l'opération.
Techniques de fraisage – définitions
Ramping rectiligne
Mouvement rectiligne dans la direction de l'avance axiale et radiale simultanément.
Fraisage circulaire
Trajectoire de l'outil circulaire à un niveau z constant (interpolation circulaire).
Ramping circulaire
Trajectoire de l'outil de ramping circulaire (interpolation hélicoïdale).
Fraisage de courbes de niveau
Fraisages à un niveau z constant.
Fraisage en bout
Coupe radiale superficielle avec plaquette ronde ou fraise à bout sphérique dans laquelle la zone de coupe est décalée par rapport au centre de l'outil.
Festons
Configuration avec des crêtes qui survient lors de la production de surfaces en relief.
Formules spécifiques pour les fraises
Formules pour fraises à arête de coupe droite
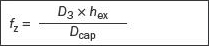
Diamètre de coupe max. pour une profondeur spécifique (mm).
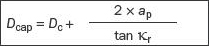
Surfaçage (pièce à usiner centrée), arête droite et fraisage latéral (ae > Dcap/2) mm
Fraisage latéral (ae < Dcap/2) arête droite mm.
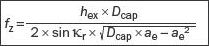
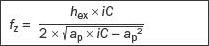
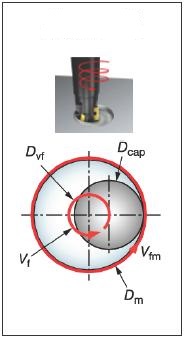
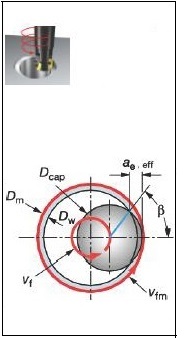
Formules pour fraises à plaquettes rondes
Diamètre de coupe max. pour une profondeur spécifique (mm).
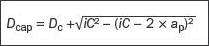
Plaquette ronde de surfaçage (ae > Dcap/2) (mm)
Fraisage latéral (ae < Dcap/2) et plaquette ronde (ap < iC/2) mm.

Fraises à bout sphérique
Diamètre de coupe max. pour une profondeur spécifique (mm).
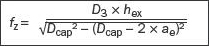
Avance par dent (mm/dent), fraise centrée.
Avance par dent (mm/dent), fraisage latéral
Ramping circulaire intérieur (3-axes) ou fraisage circulaire (2-axes)
Version calculée

Avance périphérique (mm/min)
Avance centrale de l'outil (mm/min)
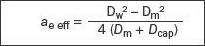
Profondeur de coupe radiale (mm)
Dans le plein avec Dw = 0 et ae eff = Dm/2
Avance à la dent (mm)

Elargissement d'un trou,
Avance à la dent (mm)
Ramping circulaire dans le plein
Ramping circulaire ou fraisage circulaire pour élargir un trou.
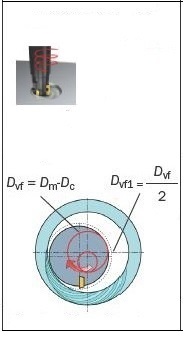
Fraisage circulaire avec interpolation à l'entrée en coupe Dvf1
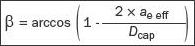
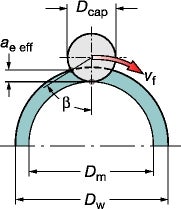
Formules pour le ramping circulaire extérieur (3-axes) ou fraisage circulaire (2-axes)
Version calculée
Avance périphérique (mm/mn)
Avance centrale de l'outil (mm/mn)

Avance à la dent (mm)

Définitions pour les plaquettes de fraisage
Géométrie de plaquette
Une étude plus approfondie de la géométrie de l'arête de coupe révèle deux angles importants sur la plaquette :
-
angle de coupe (γ)
-
angle de l'arête de coupe (β)
La macro géométrie est développée pour travailler en conditions légères, moyennes ou lourdes.
-
La géométrie L (Light) a une arête plus positive mais plus faible (grand γ, petit β)
-
La géométrie H (Heavy) a une arête plus solide mais moins positive (petit γ, grand β)
La macro géométrie affecte de nombreux paramètres lors du process de coupe. Une plaquette avec une arête de coupe solide peut fonctionner à des charges plus lourdes mais génère également des forces de coupe supérieures, consomme plus d'énergie et génère plus de chaleur. Les géométries optimisées pour certaines matières sont désignées avec la lettre de classification ISO. Géométries pour la fonte par exemple : -KL, -KM et -KH.

| | Géométrie | | |
|---|---|---|---|
| Paramètre | L | M | H |
| Résistance de l'arête | Faible | Moyenne | Forte |
| Forces de coupe | |||
| Puissance consommée | |||
| Épaisseur de copeau max | |||
| Chaleur générée |
Conception des angles de plaquette
La partie la plus importante, pour l'arête de coupe qui produit la surface, est le biseau plan bs1, le biseau de planage convexe bs2 ou le rayon d'angle, rε.
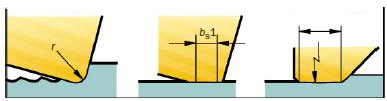
Rayon d'angle, r Biseau plan (bs1)Biseau de planage (bs2)
Définitions pour les fraises
Angle d'attaque, (kr) (degrés)
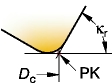
L'angle d'arête de coupe principale (kr) de la fraise est le facteur dominant dans la mesure où il affecte la direction de la force de coupe et l'épaisseur de copeau.
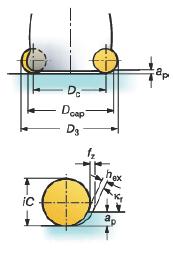
Diamètre de fraise – Dc (mm)
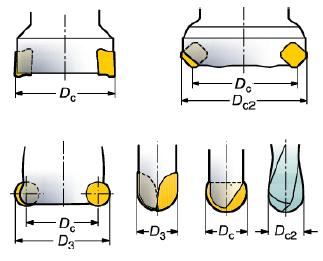
Le diamètre de fraise (Dc) est mesuré sur le point (PK), où l'arête de coupe principale rejoint le biseau plan.
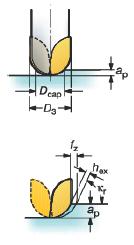
Le diamètre le plus important à prendre en compte est (Dcap) – le diamètre de coupe effectif à la profondeur de coupe réelle (ap) – utilisé pour le calcul de la vitesse de coupe réelle. D3 est le plus grand diamètre de la plaquette, pour certaines fraises il est égal à Dc.
Profondeur de coupe – ap (mm)
La profondeur de coupe (ap) est la différence entre la surface usinée avant et après la coupe en direction axiale. ap maximum est avant tout limité par la taille de la plaquette et la puissance de la machine.
Un autre facteur essentiel dans les opérations d'ébauche est le couple, et dans les opérations de finition, ce sont les vibrations.
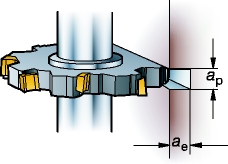
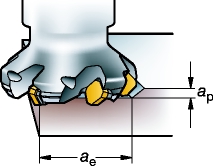
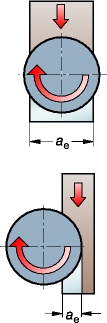
Largeur de coupe, ae (mm)
La largeur radiale de la fraise (ae) engagée en la coupe. Ce paramètre est particulièrement important pour les sauts dans les opérations de tréflage, et pour les vibrations dans le fraisage d'angles, où l'ae maximum est critique.
Immersion radiale, ae/Dc
L'immersion radiale (ae / Dc) est la largeur de la coupe par rapport au diamètre de la fraise.
Nombre d’arêtes de coupe effectives de l'outil, zc
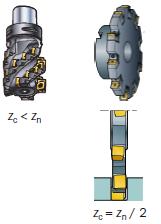
Pour déterminer l'avance de table (vf) et la productivité. Ceci a bien souvent une influence considérable sur l'évacuation des copeaux et la stabilité opérationnelle.
Le nombre total d'arêtes de coupe sur l'outil, zn
Distance entre les arêtes de coupe effectives, u
Pour un diamètre de fraise spécifique, vous pouvez choisir entre différents pas : grand pas (L), pas réduit (M) et pas fin (H).Si le code comporte un X supplémentaire, la fraise a un pas légèrement plus serré que le pas de base.

Pas différentiel
Indique un espace inégal entre les dents d'une fraise. C'est un moyen très efficace de minimiser les tendances aux vibrations.