Perçage avec ajustement radial

Le perçage avec ajustement radial n'est possible qu'avec les forets à plaquettes indexables
Le réglage radial du diamètre des forets à plaquettes indexables étend la plage d'application et permet de
- réaliser des tolérances de trou plus serrées en pré-réglant le diamètre exact du foret et en éliminant les tolérances de fabrication du foret et des plaquettes.
- Produire des trous à un diamètre supérieur à celui de foret et éviter ainsi de conserver d'autres tailles en stock.
- Produire des trous avec lamage et chanfrein avec un foret standard, ce qui est possible dans les applications avec un foret statique.
Note : Il n'est pas recommandé de percer des trous à un diamètre inférieur au diamètre nominal du foret car le corps du foret peut frotter.
Production de trous d'un diamètre supérieur à celui du foret
L'ajustement radial maximal dépend du recouvrement entre la plaquette centrale et la plaquette périphérique. Le réglage radial modifie l'équilibre des forces de coupe. Il convient donc d'appliquer l'avance la plus basse de la plage d'avances recommandées.
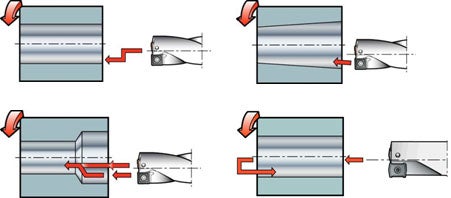
Applications non rotatives du perçage radial
Décalage radial
- Les trous peuvent être plus grands que le diamètre nominal du foret
- Possibilité de percer des trous coniques
- Possibilité d'usiner des chanfreins et des dégagements
- Les trous destinés à être filetés peuvent être préparés en une seule passe, chanfrein compris
Préréglage dans un tour
Le préréglage des forets permet d'éliminer les tolérances de fabrication du corps du foret, des logements de plaquettes et des plaquettes ; il est ainsi possible d'obtenir des tolérances de trou à ±0.05 mm (0.002 pouce) (IT10-11) si les conditions sont stables.

Applications non rotatives du perçage radial
Porte-forets réglables
C'est la solution la plus stable et précise pour le réglage radial dans les applications avec foret rotatif. On utilise des manchons pour adapter les différentes tailles de queues ISO à un porte-outil donné.
- Réglage radial -0.2 /+0.7 mm (-.008/+.028 pouce)
- Note : ne pas dépasser la limite de la plage de réglage du foret.
- Tolérances des trous à partir de ± 0.05 mm (0.002 pouce)
Le réglage s'effectue en tournant la bague graduée du porte-outil. Chaque graduation correspond à une modification du diamètre de 0.05 mm (0.002 pouce).
Il peut être nécessaire de réduire l'avance par tour (fn) si le porte-à-faux de l'outil est grand car le décalage radial crée un déséquilibre des forces de coupe.
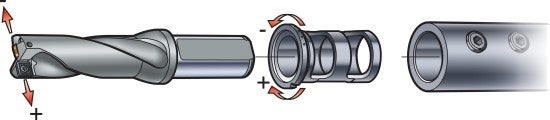
Manchon excentrique pour le perçage radial
Les manchons excentriques s'utilisent avec des forets à plaquettes indexables à queue cylindrique ISO 9766. Ils ne doivent être utilisés que pour le pré-réglage afin d'obtenir une tolérance de trou plus serrée.
L'utilisation d'un manchon nécessite l'emploi d'un porte-outil une taille plus grande. Par exemple, pour un foret avec une queue de 25 mm de diamètre monté avec un manchon, il faut un porte-outil de 32 mm.
- La plage de réglage radial est d'environ -0.05/+0.15 mm (-0.002/+0.006 pouce)
- Le réglage à un diamètre inférieur au diamètre nominal n'est pas recommandé
- Chaque point augmente/réduit le diamètre du trou d'environ 0.10 mm (0.004 pouce)
- Tourner dans le sens contraire des aiguilles d'une montre pour réduire le diamètre
- Tourner dans le sens des aiguilles d'une montre pour augmenter le diamètre
- Utiliser les deux vis pour serrer le foret dans le porte-foret. Veiller à ce que les vis soient assez longues
Position zéro