Perçage avec foret statique

Qu'est-ce que le perçage avec un foret statique ?
Dans le perçage avec un foret statique, la pièce est en rotation et le foret est fixe. Dans ce cas, il est extrêmement important de veiller à ce que le foret soit aligné sur l'axe de la machine.
Recommandations pour l'alignement des forets statiques
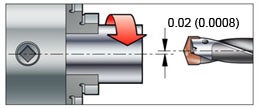
Réduire le faux-rond au maximum pour obtenir les meilleures performances.
Note : Les forets à plaquettes indexables forment un petit téton central au fond du trou ou sur le disque éjecté en sortie de trou. La taille de ce téton ne doit pas dépasser 0.05 à 0.15 mm (0.002 à 0.006 pouce) sans quoi il peut provoquer la rupture des arêtes, des vibrations, des trous surdimensionnés ou une usure anormale du corps du foret. En tournant le foret, la taille du téton varie.
Forets carbure monobloc
Forets à plaquettes indexables
Forets à embout amovible
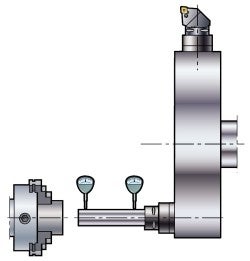
Alignement des forets statiques
Le foret doit être parallèle à l'axe de la broche sans quoi le trou ne sera pas aux bonnes dimensions ou sera conique. Les mesures peuvent être effectuées avec un comparateur à cadran et une barre étalon.
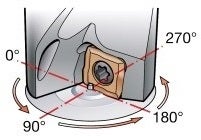
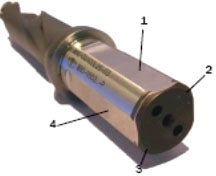
Foret avec quatre méplats (foret à plaquettes indexables)
Quatre méplats sont positionnés en carré sur la queue de foret. Percer des trous avec le foret monté dans chacune des quatre positions (0°, 90°, 180°, 270°). La mesure des trous permet de connaître la position de la plaquette périphérique par rapport à l'axe de la pièce et, par conséquent, la précision de l'alignement de la machine.
Défaut d'alignement dû à la déflexion de la tourelle
La déflexion de la tourelle des tours CNC peut être un problème, en particulier avec les forets de grand diamètre et les grandes avances, fn, qui produisent des forces élevées.
Pour tester la stabilité, percer un trou à faible avance puis un autre trou à grande avance ; mesurer ensuite les trous. S'il existe une différence importante de taille, il est possible que la tourelle ait tendance à dévier.
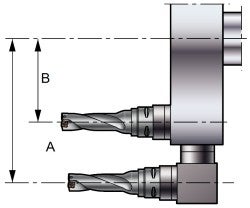
Pour réduire la déflexion de la tourelle
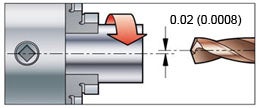
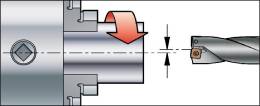
En premier lieu, essayer un montage différent de l'outil afin de réduire l'effet de levier. Toujours monter l'outil au plus près du centre de la tourelle. La position B est préférable à la position A.
Si ce n'est pas possible, il faut réduire l'avance par tour (fn) afin de réduire la force de l'avance. Pour conserver une bonne productivité, il est possible d'augmenter la vitesse de coupe, vc, car cela n'a pas d'influence sur la force d'avance.
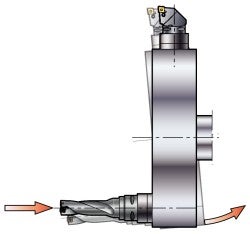
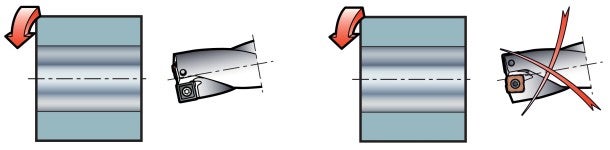
S'il n'est pas possible d'éviter la déflexion ou le défaut d'alignement de la tourelle, le foret doit être monté avec la plaquette périphérique comme sur la figure de gauche pour éviter l'usure du corps du foret.